(5ч) ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕГО IlJ ACTH4i-;CKOr,O ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ ЗАГОТОВОК
а поверхностью сопряжения последовательно расположенных тел вращения, соотвётстБующих переходным конфигурациям обрабатываемой заготовки,, входная часть инструмента выполнена в виде пакета, состоящего из двух групп пластин - электродов, подключенных к источнику трка таким образом, что пластиныэлектроды одной группы чередуются с пластинами-электродами другой группы. В процессе формообразования через смежные изолированные между собой плас тины-электроды и заготовку проходит электрический ток, нагревая ее.
Нагрев заготовки с заданным температурным градиентом достигаетсяг за счет изменения количества длины, ширины и формы отдельных чередующихся пластин-электродов. При постоянной скорости перемещения инструмента этим достигается изменение продолжительности, местоположения и площади поверхности электрического контакта между заготовкой и участком инструментаприставки для электроконтактного наг.рева, а также электросопротивления участков заготовки, замыкаемых смежными пластинами-электродами.
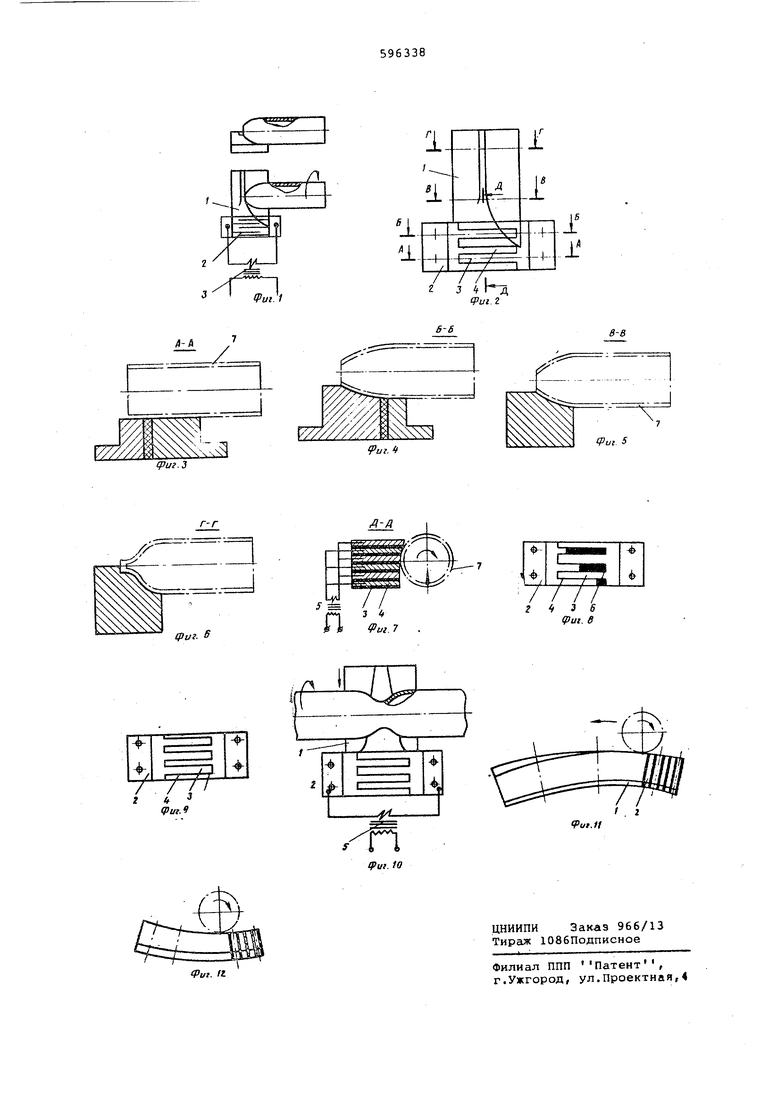
На фиг. 1 изображена схема взаимодействия заготовки..С;:..предлагаемым ийструментом; на ,фир, .2,-.инструмент, вид сверху; на Фиг, 3-7: - йе. А-А, Б-Б, , В-В, ,.-ЙГЙ:-Ф г. -I.; на фиг. 8 и 9 - варианты выполнения входной части инструмента для электррконтактного нагрева заготовки с заданным температурным градиентом вдоль образующей; на фиг.10-12 - варианты выполнения инструмента.
Инструмент состоит из основной .части 1, обеспечивающей формообразование заготовки вплоть до заданной формы, и входной части 2, производящей начальное формообразование заготовки. Рабочая поверхность инструмента .образована поверхностью сопряжен.ия, после-; довательно расположенных тел вращёни Я:; соответствующих: переходным конфигу8) циям обрабатываемой заготовки.
Входная часть 2 инструмента -выполнена в виде пакета, состоящего из двух пластин-электродов 3 и 4, подхлю ченных к источнику тока - ко вторично- му витку мощного контактно-свароч.ного трансформатора 5 таким образом, что пластины-электроды одной группы чередуются с пластинами-электродами другой группы. Между пластинами-электроЬами расположен электроизолятор 6.
В процессе начального деформирования заготовки 7 сохраняется постоянный электрический контакт по площадке соприкосновения заготовки с инструментом (подобно контакту между щетками и коллектором электродвигателя). Ширина пластин-электродов подбирается таким образом, чтобы площадка соприкосновения заготовки с инструментом перекрывала сразу несколько контактных пластцн (фиг. 7).
Создание заданного температурного градиента вдоль образукяцей заготовки достигается за счет .выбора в каждом; конкретном случае, исходя из технологических параметров процесса, количества пластин-электродов,размеров их формы в зависимости от требуемого тем.дературного градиента по деформируемой поверхности заготовки (фиг, 8,9) .i
При использовании предлагаемого инструмен.та на роторной машине при наличии .относительного перемеиенйя вращающейся заготовки и инструмента, noci ледний выполняют Дугоо Е азнЬй или другой формы (.фиг. О,1:й)ч
Применение; прёдЛаг-аемого инструмента не требует спёциальных Нагревательных устройств .для нагрева заготовок перед формообразованием и позволяет обеспечить заданный температурный градиент вдоль образующей заготовки.
Формула изобретения
Инструмент для горячего пластического деформирования трубчатых заготовок, рабочая поверхность которого образована поверхностью сопряжения последовательно расположенных тел вращения, соответствующих переходным конфигурациям обрабатываемой з.агбтовки, о.-тЛ и ч а ю щ и И с я.тем, что, с целью совмещения- дагрёва. Заготовки с :ёе ф.ормообразов:анием., ;вкЬднаяУчасть инструмента выполне1на ь-виде пакета, .тавленногС..йа.двyJ rpyiin пластинэлектродо.-; пр.и-атом иластины-электрЬдыодной, группы размещены между йЛастИнами-злёктродами другой группы, а также, группа подключена к различный полюсам источника тока.
Источники информации, принятые во внимание при экспертизе;
. 1. Капорович В.Г. и др. Давильнообкатные работы в современном машиностроении. Киев, Укр.НИИНТИ, 1971. ;
2. Авторское свидетельство №285882 кл. В 21 D 3/06, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел инструмента для горячей обкатки концов трубчатых заготовок ЭКНА-3 | 1990 |
|
SU1816527A1 |
| Способ формообразования трубчатых заготовок | 1990 |
|
SU1775204A1 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| Станок для обкатки трубчатых заготовок | 1980 |
|
SU969371A1 |
| Способ получения на трубе плоского фланца | 1986 |
|
SU1412839A1 |
| Станок для получения герметичных днищ на концах трубчатых заготовок | 1980 |
|
SU871920A1 |
| Станок для ротационной обкатки | 1990 |
|
SU1776476A1 |
| СИБЛИСГСКД I | 1970 |
|
SU285882A1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| Инструмент трения для обкатки труб | 1987 |
|
SU1533804A1 |