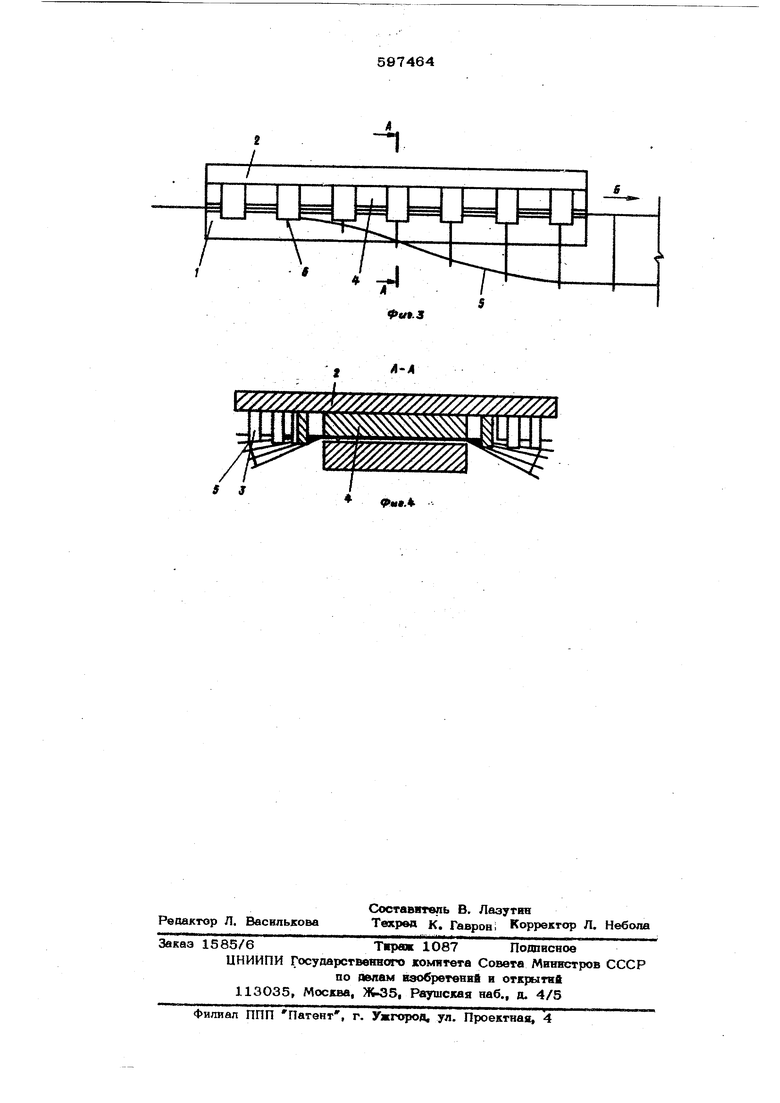
(54) УСТРОЙСТ13О ДЛЯ ГИБКИ АРМАТУРНЫХ КАРКАСОВ ОТКРЫТОГО ПРОФИЛЯ пуансонов 3 и подвешенным к ней массивным прижимом 4, Подвижная плита 2 подвешена к порталу (не показан) и приводится Б возвратно-поступательное движение мехавнческим или пневматическим приводом {не показан). Пуансоны 3 установлены попарено на различных от ОСИ стола 1 расстояниях, изменяющикся от максимального на первой позиции со стороны входа заготовЕи до минимального на последней позиции гибки. Пуансоны 3 закреплены таким образом, то в случав необходимости изменения угла загиба сетки, изменения марки или ди. аметра используемой арматурной стали они ш,«екуг свободз горизонтального установочного перемещения. Количество (И) пар пуансонов 3 и их разме1аеш1в принимаются в зависимости от ге0метр1етеск.их параметров изготовляемых каркасов и марки арматуры такям рбразом, чтобы продольные стержни 5 отогнутой частя каркаса .кзгибаяись только в пределах ynpyrocW и по ,выходе из гнбочного устройства самопроизвольно вьшрямлялмсь. Гибочноа устройство предназначено для совместной работы с многоточечной сварочной машиной (не показано), йрот$ жной механизм которой продвигает сварвгваемую на ней плоскую заготовку через это устройство Б направлении, укйзанном стрелкой Б. Из гибочного устройства выходит согнутая по проектному профилю непрерывная пространственная заготовка, которая с помощью отрезвого ус-гройства (не показано) разрезаетса на каркасы зада1шой длины. Первый цикл гибки начинается в момент попаданий первого из аоперечных стержней 6 заготовки, выдвнгакшейся на сварочной машины, в зо1 действия первой пары пуансонов 3, При этом шшта 2 опускаетсй в крайнее тдажНее положение, прижим 4 прижимает среднюю часть первого поперечного стержня 6 к столу 1, а пуансоны 3 отгибают его краевые части в точках пересечения с линиями гиба 7 на угол Д ц ф составляющий некоторую lacTb проектного угла загиба -ф.. Цикл завершается продвижением заготовки вперед на один шаг между поперечными стерж нями, совмещенными по времени с подъемом плиты, и закрепленных на ней элементов в крайнее верхнее положение и последующим частичным опусканием. Во время второго цикла повторяются указанные перемещения рабочих органов. При этом .краевые участки второго поперечного стержня, попавшего в зону действия первой пары пуансонов 3 отгибаются АI Ц У а первого стержня. на угол павшего в зону действия второй пары «шсонов, - на угол Aj Ф При установившемся режима плита 2 с прижимом 4 и пуансонами 3 непрерывно совершает возвратно-лоступательное движение. При нахождении подвижной плиты в верхнем положении производится шаговое продвижение заготовки; в паузах между продвижением заготовк.а, т.е. во время опускания в нижнее положе:ше подвижных рабочих органов, происходит гибка всех поперечных стержней заготовки на остаточные углы А j ip ( - номер пары пуансонов), образующие в сумме заданный угол гибки ( ц(,,). Таким образом пуансоны формуют криво..линейные поверхности, плавно соединяющие между собой плоскость заготовки с пло. скостями отогнутых частей каркаса. После продвижения гнутой заготовки к стопировщику {не показан) на заданную длину срабатывает отрезное устройство, и готовый каркас сбрасывается в стопу ранее изготовленных каркасов. Формула изобретения Устройство для гибки арматурных каркасов открытого профиля, содержащее неподвижный стол и подвижную плиту, о тличающееся тем, что, с целью снижения металлоемкости и установленной мощности оборудования, оно снабжено пуансонами, установленными попарно на подвижной плите на позиция гибки на различных от оси стола расстояниях, измен.яющихся от максимального на первой позиции до минимального на последней позиции гибки.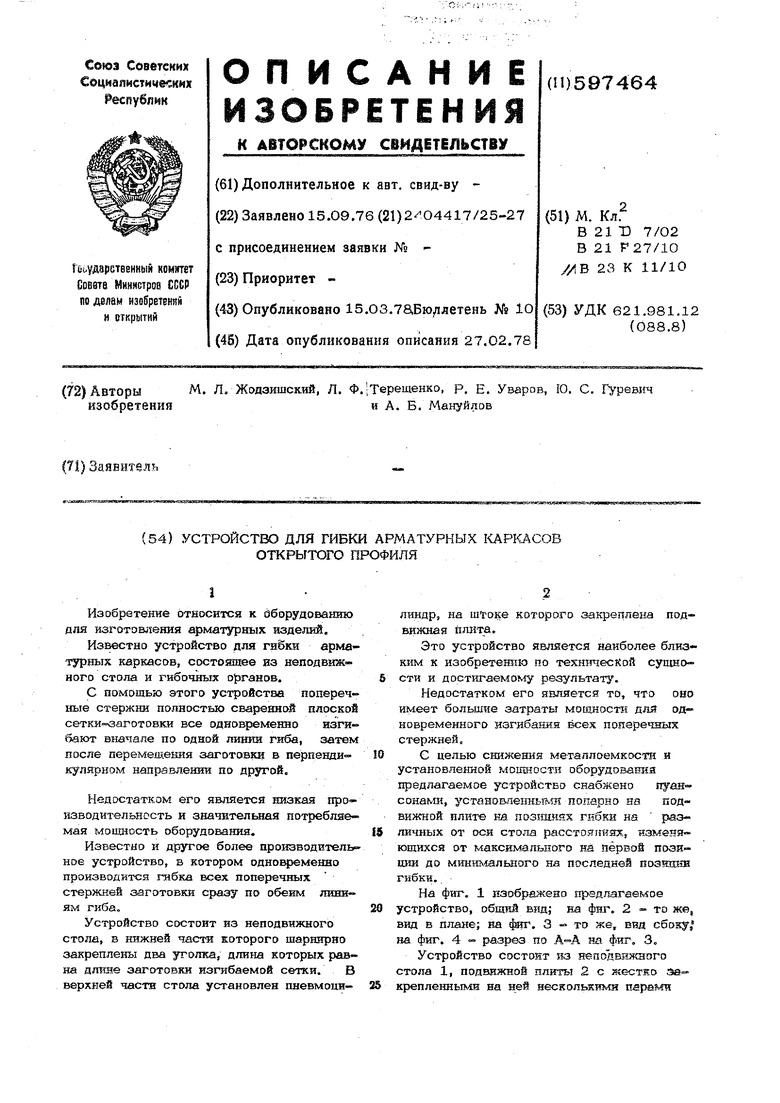

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки арматурных каркасов открытого профиля | 1979 |
|
SU876237A1 |
| Устройство для изготовления арматурных каркасов | 1977 |
|
SU732050A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Штамп для гибки и плющения краев листовых заготовок | 1990 |
|
SU1719126A1 |
| Гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками | 1988 |
|
SU1792770A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Способ изготовления арматурных каркасов | 1979 |
|
SU837474A1 |
| АРМАТУРНЫЙ КАРКАС (ВАРИАНТЫ) | 2000 |
|
RU2186915C2 |

г,
S 3
Ш т
.4
