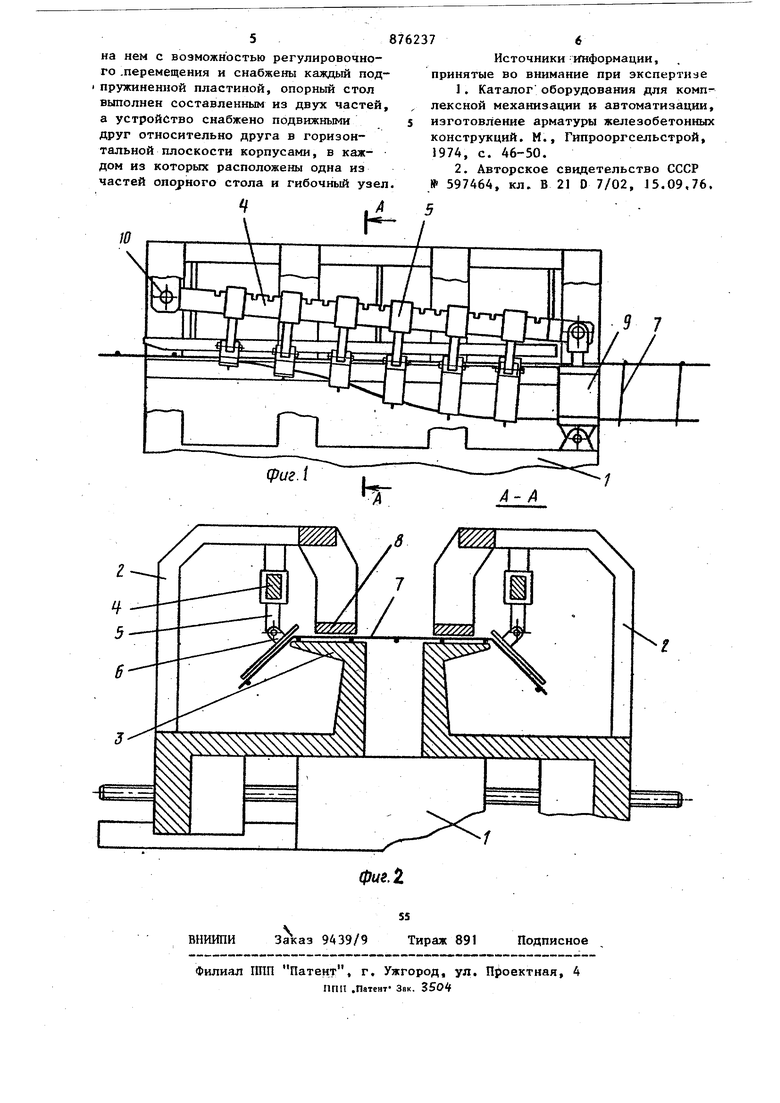
: I Изобретение относится к обработке металлов давлением, в частности к про изводству арматурных изделий и может быть использовано в промышленности сборного железобетона.. Известно гибочное устройство,- в ко тором поперечные стержни заранее сваренной сетки-заготовки изгибают одновременно по одяой-двум линиям гиба D3. Недостаток такого устройства в том что .оно не обеспечивает возможности совмещения операций сварки и гибки в единый технологический процесс, наилучпшм образом поддакяцийся полной. авгоматизсЩии, а требует затрат ручного труда или использования дополнительных механизмов для подачи в станок сетки и извлечения готового каркаса. Наиболее близким по технической сущности и достигаемо результату является устройство для гибки арматурных каркасов, содержащее опорнШ СТОЛ, прижим и пуансоны, установленные попарно , на подвижной плите на . позициях гибки на разных от оси стола расстояниях, изменяющихся от. максимального на первой позиции до минимального на последней позиции гибки С23. Основным недостатком этого устройства йвляется невозможность применения устройства при изменении шагов между поперечными-стержнями сетки и при Изменении номенклатуры по пшрине каркаса. Цель изобретения - расширение.диапазона обрабатываемых изделий и повышение производительности. Эта цель достигается тем, что в усфройстве для гибки арматурных каркасов , открытого профиля, - содержащем опорный стол, прижим и расположенные симметрично оси опорного стола два приводных гибочных узла с пуансонаьш, каждый гибочный узел выполнен в виде рычага, который связан с приводим, пуансонь установлены на нем с возможностью регулировочного перемещения И снабжены каждый подпруткиненной пластиной, опорный стол выполнен составным из двух частей, а устройство снабжено подвижными друг относительно друга в горизонтальной плоскости корпусами, в каждом из которых расположена одна из частей опорного стола и гибочный узел. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1. Устройство содержит основание 1 и два корпуса 2, установленные с воз можностью горизонтального поперечного перемещения относительно друг дру га в случае необходимости изменения ширины каркаса. В каждом из 2-х корпусов имеются часть опорного стола 3 -я рычага 4, на который насажены пуансоны 5, снаб женные подпружиненными пластинами 6. Подпружиненные пластины 6 предназначены для того, чтобы рйспределить сосредоточенное ускгше от пуансона . по длине поперечного стержня -и тем самым исключить местное искривление последнего. Пуансоны 5 имеют свободу установочного перемещения по рычагу 4 для случая изменения шага между поперечными стержнями сетки 7. Колиг честно пуансонов 5 и их высотная установка в рабочее положение принимаются в зависимости от геометрических параметров изготовляемых каркасов и марки арматуры таким образом, чтобы продольные стержни отогнутой части каркаса, изгибающиеся в гибочном устройстве,, при выходе из него самопроизвольно выпрямлялись. Для пр дотвращения выгибания сетки в процес се изготовления.каркаса служит прижни 8. Пуансоны 5 вместе с рычагом 4 Совершают двгасения в вертикальной плоскости при подъеме и опускании по следнего.. Одним концом рычаг 4 связан с сил вым приводом 9, имеющим регулировку хода для случая изменения угла загиб сетки, марки или диаметра арматурной стали. Другой конец рычага 4 насажен на ось 10, относительно которой он совершает качающееся движение. Ось 10 жестко закреплена на корпусе 2 со стороны входа сетки 7. Гибочное устройство предназначено для работы в автоматической линии со сварочной машиной (не показана), про74тяжной механизм которой продвигает сетку на заданный шаг. Из гибочного устройства выходит . согнутая по заданному профилю непрерывная заготовка,которая с помощью отрезного устройства (не показана) разрезается на каркасы заданной длины. Цикл гибки начинается в момент попадания первого поперечного стерж ня сетки 7, вьщвигающейся из сварочной машины, в зону действия первой пары пуансонов 5 с подпружиненными пластинами 6. Пластины 6, упираясь в кромку опорного стола 3, поворачиваются на своей оси и отгибают стержень на уголН составляющий некоторую часть проектного угла загиба Н . Цикл завершается продвижением сетки-заготовки 6 на один шаг, совмещенный по времени с подъемом рычагов 4 с закрепленными на них пуансонами 5 в крайнее верхнее положение. Во время второго цикла повторяются указанные выше перемещения рабочих органон. При этом краевые участки второго поперечного стержня, попавшие в зону гибки,-отгибаются на угол Ч, а первого стержня, попавшего в зону действия 2-ой пары пуансонов, на угол i I В установившемся режиме .происходит одновременная гибка каждого -поперечного стержня на углы Ц ,образующие в сумме проектный,угол загиба Использование предлагаемого устройства позволит значительно расширить номенклатуру .изготавливаемых изделий и увеличить производительность труда при их изготовлении. Формула изобретения Устройство для гибкиарматурных .; аркасов открытого профиля, содержаее онорный стол, прижим и располоенные симметрично оси опорного стола ва приводных гибочных узла с пуансоами, отли чающееся тем, то, с целью расширения диапазона об абатываемых изделий и повышения прозводительности, каждый гибочный узел, ыполнен в виде рычага,, который связан с приводом, пуансоны установлены
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки арматурных каркасов открытого профиля | 1976 |
|
SU597464A1 |
| Устройство для гибки арматурных каркасов | 1978 |
|
SU937092A1 |
| Устройство для гибки арматурныхСЕТОК | 1979 |
|
SU845964A1 |
| Способ изготовления арматурных каркасов | 1979 |
|
SU837474A1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Станок для сгибания фигурных изделий | 1980 |
|
SU990383A1 |
| Арматурный каркас железобетонной балки | 1991 |
|
SU1783091A1 |
| Устройство для гибки арматурных каркасов | 1990 |
|
SU1729659A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
