(54) ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ
ЗАГОТОВКИ К РБЗЬБОНАКАТНОМУ СТАНКУ
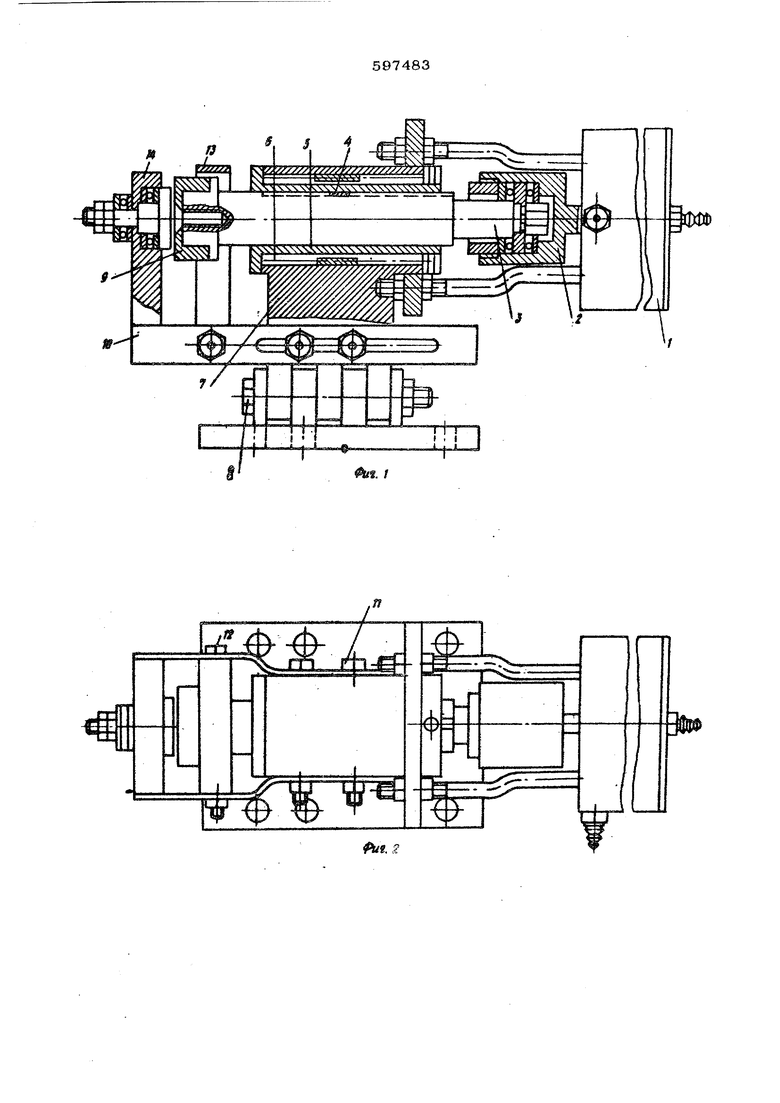
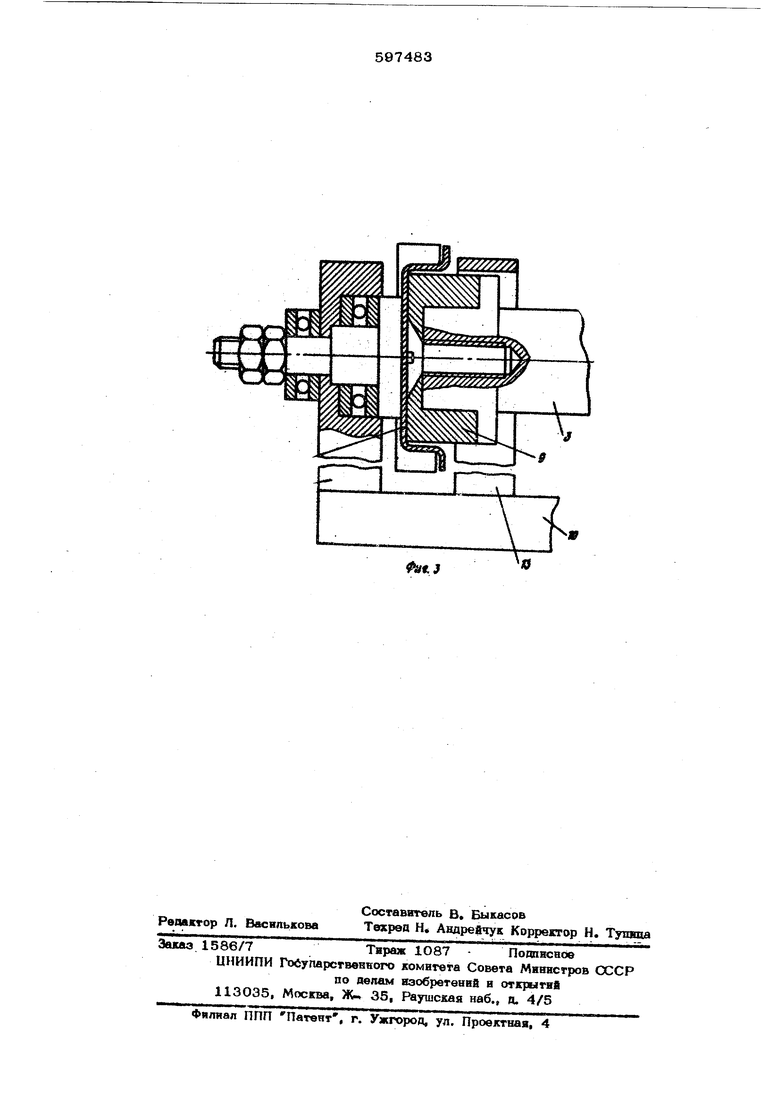
соединен с направляющей гильзой 5, а последняя установлена на двух игольчатых подшипниках 6 в качающемся корпусе 7, Корпус 7 имеет возможность качаться относительно горизонтальной оси 8. На другом конце поддерживающего штока 3 неподвижно закреплена сменная оправка 9. Подшипниковый узел 2 обеспечивает неподвижность пневматическому аилиндру 1 при вращении поддерживающего штока 3 в качающемся корпусе 7 в процессе накатыва ния резьбы. Поддерживающий шток 3 имеет возможность возвратно-поступательного движения в направляющей гильзе 5, а последн1Ш в свою очередь имеет возможность вращаться на игольчатых подшипниках 6 в качающемся корпусе 7.
В приспособлении устаниэлены регулируемые салазки 10, которые перемешаются в пазах качающегося корпуса 7 и фиксируются стопорными болтами 11, На салазках 10 соответственно закреплены с помрщью крепежного болта 12 снимаемый механический съемник 13 и жестко неподвижный вращающийся упор 14, Заготовка 15 устанавливается на оправке 9.
Предлагаемое приспособление работает следующим образом. Пневматический цилиндр 1 питается сжатым воздухом через воздушный кран,При подаче в цилинщ) 1 сжатого воздуха подшипниковый узел 2 вместе с поддерживающим штоком 3 и оправкой 9 перемещается из исходного положения в рабочее (справа-налево). В это время на оправку 9 надевается заготовка 15.
В рабочем положе1гаи поддерживающий шток 3 с помощью сменной оправки 9 прижимает заготовку 15 к вращающемуся не подвижному упору 14, а один из резьбонакатных роликов под действием гидроприво да станка, перемещаясь к заготовке, прижимает ее ко второму ролику и в сочет иии с вращательным движением накатьтает на ней наружную резьбу. В начале процесса накатьгеания заготовка на оправке cW мопентируется поворотом качающегося кор пуса 7 вокруг горизонтальной оси 8, Резьбонакатный станок или автомат, работая от одиночных включений или в автоматич© ском режиме, в течение нескольких секунд накатывает резьбу на заготовке,
При возвращении подвижного ролика в исходное положение воздушный кран переключается, и поддерживающий шток 3 вместе со сменной опрйвкой 9 и с накатанной резьбовой деталью возвращается в исходно
положение. При этом резьбовая деталь, упираясь своим торцом в съемник 13, лег ко спадает со сменной оправки 9 и по направляюи1ему лотку попадает в тарный ящик.
В зависимости от размера накатываемой резьбы необходимо сменить оправку 9 и механический съемник 13, а также резьбонакатные ролики.
Использование приспособления на практике на двухроликовых резьбонакатных
станках, полуавтоматах и автоматах в течение длительного времени показьгаает, что возможно осуществление процесса накатывания резьбы на полых тонкостенных нежестких заготовках различных длин, диаметров и форм, резко увеличена производительность труда (в 5 раз при накатывании резьб от М60х2-8 до М24х2-8 на заготовках из малоуглеродистых сталей), в большой степени повьппены точность по геометрическим параметрам и качество по механическим свойствам поверхностного слоя профиля витка, снижена себестоимость изготовления резьбовых деталей, обеспечена
5
использования заготовок с мечь возможность стенок за счет пош шениа шими «)лщинами механических .свойств поверхностного слоя ярофиля витка по сравнению с процессом нарезания резьбы.
0
Формула изобретения
Приспособление для установки заготовки к резьбонакатному станку, содержащее кор пус; установленньгй внем поддерживающий шток, а также пи моципищф, связанный со штоком через подшипниковый узел и с корпусом, отличающегося тем, что, с целью повышения производительностт при накатывании резьбы на полых цилиндрических деталях, оно снабжено устансв ленными на корпусе салазками и разме щенными на салазках съемником и упором с опорами его вращения, при этом салазки установлены с возможностью регулирования их положения относительно корпуса.
Источняш информации, пртнятые во вйИя мание при экспертизе:.
5-.Расчет, ковструирс«ание и применение упруто-жестой цанги при накатьгеашга резьбы на полых изделиях и тонкостенных трубах , Статья Кокурина Г, П, и др. в Сборнике Трубное производство Урала, выпуск 4, Челябинск, 1975, стр. 82, рис.3,
2. Патент США Ns 3433О40, кл.- 72-85. 1969,

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для установки заго-ТОВКи K РЕзьбОНАКАТНОМу СТАНКу | 1979 |
|
SU814534A1 |
| Универсальное приспособление для установки заготовок к профиленакатному станку | 1980 |
|
SU887055A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Головка для накатывания внутренних резьб | 1980 |
|
SU946757A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Резьбонакатное устройство | 1975 |
|
SU565762A1 |
| Устройство для накатывания резьбы на тонкостенных заготовках | 1986 |
|
SU1449215A1 |
«J
