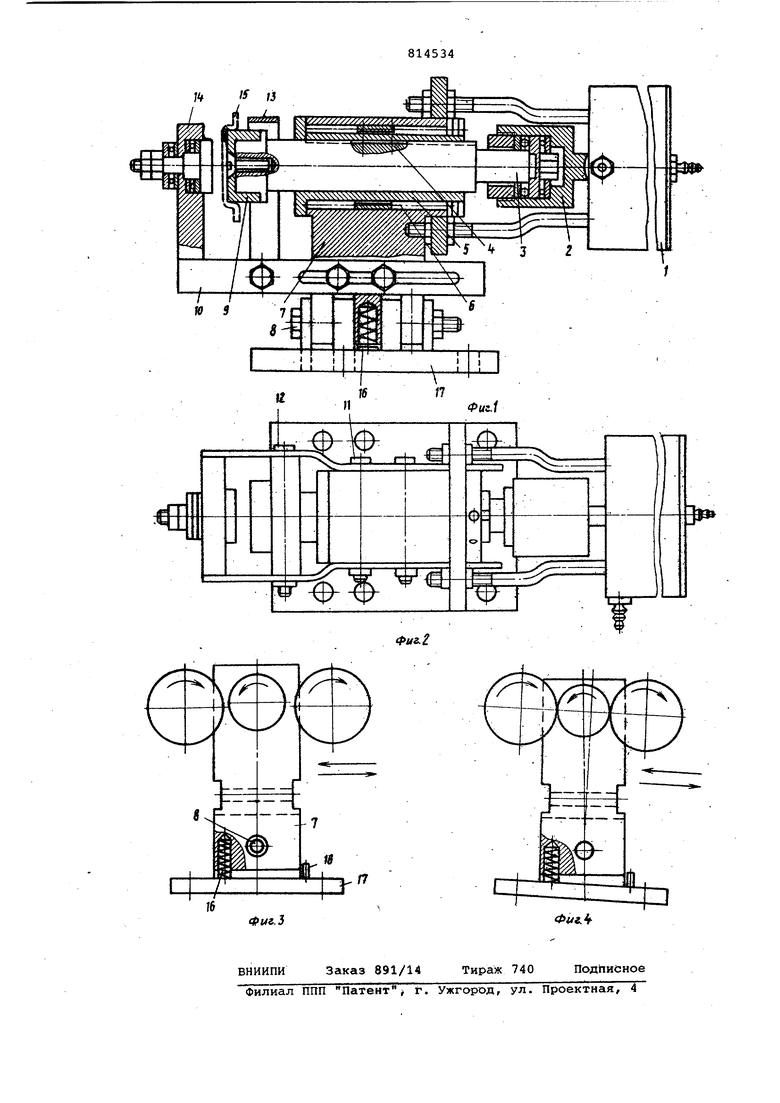
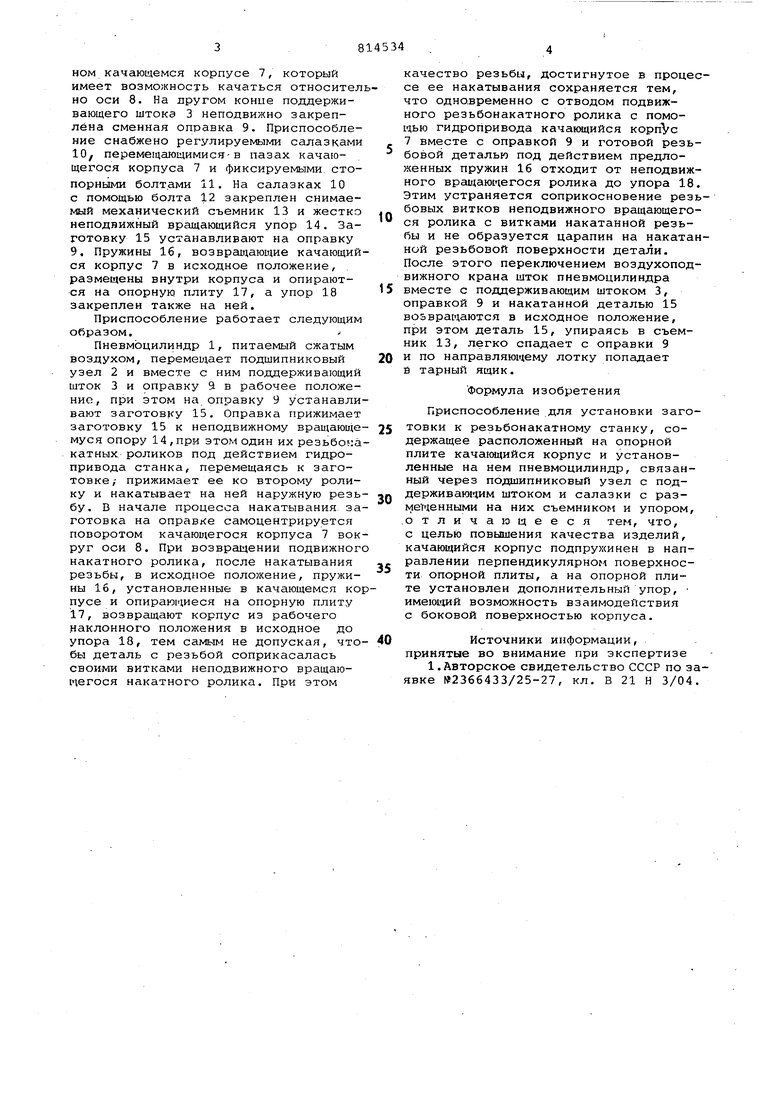
(54) ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ЗАГОТОВКИ К РЕЗЬБОНАКАТНОМУ СТАНКУ ном качающемся корпусе 7, который имеет возможность качаться относител но оси 8. На другом коние поддерживающего штока 3 неподвижно закреплена сменная оправка 9. Приспособление снабжено регулируемыми салазками 10, перемещающимися-в пазах качающегося корпуса 7 и фиксируемыми стопорными болтами 11. На салазках 10 с помощью болта 12 закреплен снимаемый механический съемник 13 и жестко неподвижный вращающийся упор 14. Заготовку 15 устанавливают на оправку 9, Пружины 16, возвра1чающие качающий ся корпус 7 в исходное положение, размещены внутри корпуса и опираются на опорную плиту 17, а упор 18 закреплен также на ней. Приспособление работает следующим образом.ПневмЬцилиндр 1, питаемый сжатым воздухом, перемещает подшипниковый узел 2 и вместе с ним поддерживающий шток 3 и оправку а в рабочее положение, при этом на.оправку 9 устанавли вают заготовку 15. Оправка прижимает заготовку 15 к неподвижному вращающе муся опору 14,при этом один их резьбоча катных роликов под действием гидропривода станка, перемещаясь к заготовке,- прижимает ее ко второму ролику и накатывает на ней наружную резь бу. В начале процесса накатывания за готовка на оправке самоцентрируется поворотом качающегося корпуса 7 вок руг оси 8. При возвращении подвижног накатного ролика, после накатывания резьбы, в исходное положение, пружины 16, установленные в качающемся ко пусе и опирающиеся на опорную плиту 17, возвращают корпус из рабочего наклонного положения в исходное до упора 18, тем самым не допуская, что бы деталь с резьбой соприкасалась своими витками неподвижного вращающегося накатного ролика. При этом качество резьбы, достигнутое в процессе ее накатывания сохраняется тем, что одновременно с отводом подвижного резьбонакатного ролика с помощью гидропривода качанмцийся KOpnVc 7 вместе с оправкой 9 и готовой резьбовой деталью под действием предложенных пружин 16 отходит от неподвижного вращающегося ролика до упора 18. Этим устраняется соприкосновение резьбовых витков неподвижного вращающегося ролика с витками накатанной резьбы и не образуется царапин на накатанной резьбовой поверхности детали. После этого переключением воздухоподвижного крана шток пневмоцилиндра вместе с поддерживающим штоком 3, оправкой 9 и накатанной деталью 15 возвращаются в исходное положение, при этом деталь 15, упираясь в съемник 13, легко спадает с оправки 9 и по направляющему лотку попадает и тарный ящик. Формула изобретения Приспособление для установки заготовки к резьбонакатному станку, содержащее расположенный на опорной плите качающийся корпус и установленные на нем пневмоцилиндр, связанный через подшипниковый узел с поддерживающим штоком и салазки с разметг енными на них съемником и упором, .отличающееся тем, что, с целью повышения качества изделий, качающийся корпус подпружинен в направлении перпендикулярном поверхности опорной плиты, а на опорной плите установлен дополнительный упор, име сядай возможность взаимодействия с боковой поверхностью корпуса. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке №2366433/25-27, кл. В 21 Н 3/04.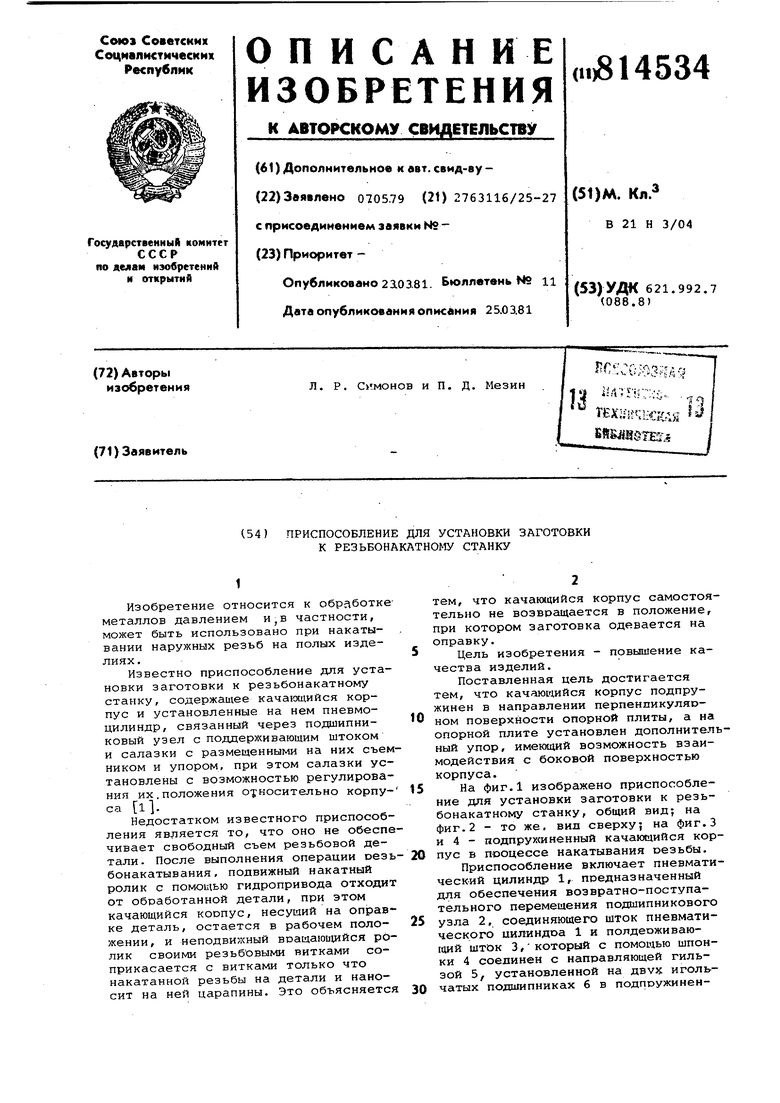
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для установки заготовки к резьбонакатному станку | 1976 |
|
SU597483A1 |
| Универсальное приспособление для установки заготовок к профиленакатному станку | 1980 |
|
SU887055A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |