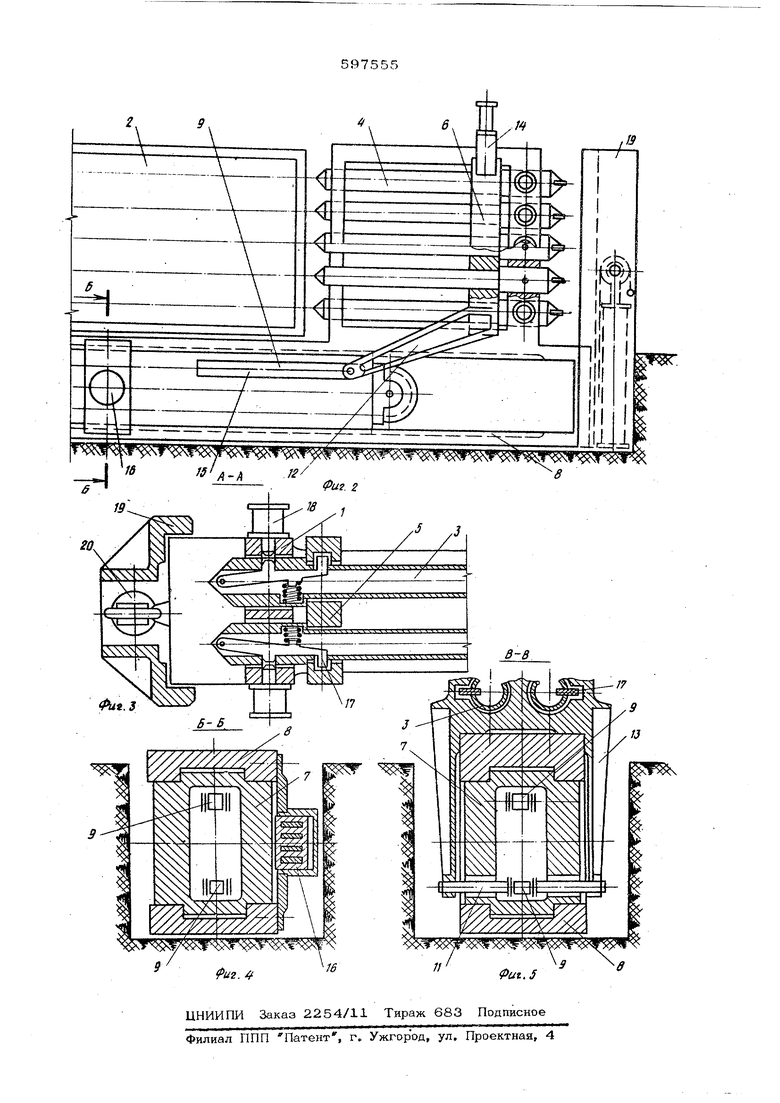
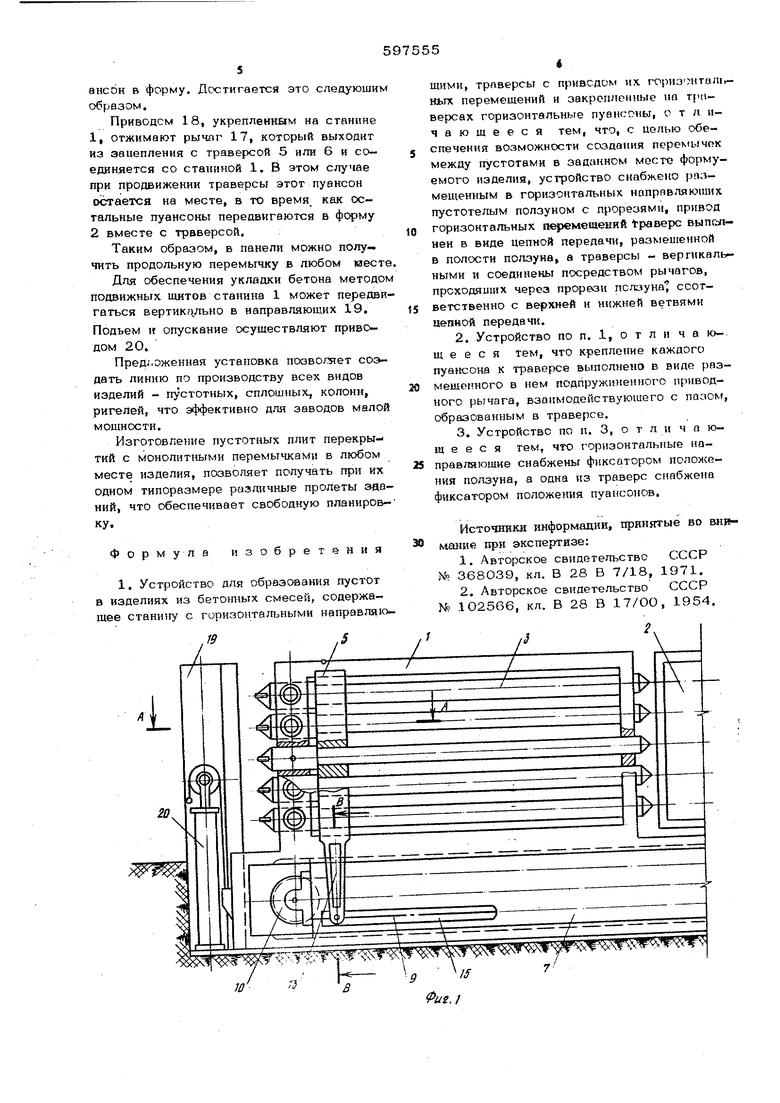
чек между пустотами в заданном месте формуемого изделия. Указанная цель достигается тем, что предлагаемое устройство снабжено размешенным в гс иэонтальных направляюшнх пустотелым ползуном с прорезями, привод 1-оризонтальных перемещений траверс выпол нен в виде непной передачи, размещенной в полости ползуна, а траверсы вертикаль иыми и соединены посредством рычагов, проходящих через прорези ползуна, соответ ственно с верхней и нижней ветвями цепной передачи. Кроме того, крепление каждого пуансона к траверсе выполнено в виде размещенного в нем подпружиненного приходного рычага, взаимодействующего с пазом, образованным в траверсе; горизонтальные направляюшие снабжены фиксатором положения ползуна, а одна из траверс снабжен фиксатором положения пуансонов. На фиг, 1 и 2 дано предлагаемое устройство, обший вид; на фиг. 3 - сечение по А-А на фиг. 1; на фиг. 4 - сечение по Б-Б на фиг. 2; на фиг. 5 - сечение по В-В на фиг. 1.. Установка содержит станину 1 с размешенной на ней формой 2, с обеих сторон котррой соосно расположены горизонтальные пуансоны 3 и 4, укрепленные соотвер ственно на вертикальных траверсах 5 и 6. Привод горизонтального перемещения пуансонов 3 и 4 выполнен с ползуном 7, уста новленным в горизонтальной направляющей 8. В ползуне 7 размещена бесконечная цепная передача 9 со звездочками 1О. Верхняя ветвь цепи при помощи пальцев 11 соед.инена рычагами 12 с траверсой 6 пуансонов 4,- а нижняя ветвь цепи с помоиа ю пальцев 11 .соединена рычагами 13 с траверсой 5 пуансонов 3. С целью сокращения металлоемкости.пуансоны укороче ны по сравнению с пуансонами 3. Травер са 6 снабжена фиксаторами 14, которые фиксируют пуансоны 4 на определенном участке формуемого изделия. Ползун 7 на концах, на уровне верхней и нижней ветвей цепи, имеет прорези 15 для пальцев 11 и Бзаи одействует с фиксатором 16, укрепленным на направляюще 8. Фиксаторы 14 и. 16 сблокированы таким образФМ, что при включении одного выключается другой и наоборот. Каждый пуансон выполнен полым с щарни но укрепленный в нем подпружиненным ры гом 17, взаимодействующим с приводом 18, закрепленным на станине и ссстветст вующей траверсой 5 или 6, Предлагаемое устройство работает следующим образом. На станину 1 устанавливают форму 2 н, включая привод цепной передачи 9, осуществляют встречное движение пуансонов 3 и 4, при этом в случае необходимости образования поперечной монолитной перемычки между пустотами посредине изделия фиксатор 16 стопорит ползун 7 (фиксатор 14 освобождает при этом траверсу 6 с пуансонами 4), ветви цепной передачи 9 через пальцы 11 и рыча1 и 12 и 13 перемещают траверсы с пуансонами 3 и4 один навстречу к другому. Пуансоны одновременно входят в форму 2 на одинаковое расстояние. В случае необходимости образования поперечной монолитной перемычки в любом месте изделия фиксатор 16 в начальный период стопорит ползун 7 (фиксатор 14 освобождает траверсу 6 с пуансонами 4), и пуансоны 3 и 4 одновременна входят в форму 2, Когда пуансоны 4 войдут в форму 2 на расстояние, определяемое заданным местоположением перемычки, фиксатор 16 освобождает ползун 7 (фиксатор 14 стопорит при этом траверсу с пуансонами 4). При стопорении траверсы 6 с пуансона- ми 4 точка соединения цепи с рычагом 12 становится неподвижной. В«этом случае при включенном приводе цепной передачи происходит укорачивание длины верхней ветви цепи и удлинение нижней. Ползун 7 передвигается вправо с определенной скоростью, а точка соединения нижней ветви с траверсой 5-со скоростью вдвое больщей, чем у ползуна 7, т. е. пуансоны 3 при неподвижных пуансонах 4 передвигаются со скоростью вдвое большей, чем скорость перемещения ползуна 7. Размер поперечной монолитной перемьгчки определяется расстоянием между пуансонами, что соответствует определенному расстоянию между точками соединения рычагов 12 и 13 траверс 5 и 6 с ветвями цепной передачи 9. Это расстояние может быть зафиксировано различными способами, в частности закреплением в определенных местах цепи кулачка и конечного выключателя, взаимодействующих между собой. В случае необходимости получения панели со сквозными пуогтотами фиксатор 14 стопорит траверсу 6 с пуансонами 4 (фиксатор 16 .освобождает ползун 7), при этом движется только траверса 5 с пуансонами 3, которые проходят через всю форму 2. Для получения продольной монолитной перемычки в панели между пустотами необходимо в заданном месте не вдвигать пуансон в форму. Достигается это следуюш образом. Приводом 18, укрепленнам на станине 1, отжимают рычаг 17, который выходит из зацепления с траверсой 5 или 6 и соединяется со станиной 1. В этом случае при продвижении траверсы этот пуансон остается на месте, в то время, как остальные пуансоны передвигаются в форму 2 вместе с траверсой. Таким образом, в панели можно получить продольную перемычку в любом мес Для обеспечения укладки бетона методо подвижных щитов станина 1 может передв гаться вертикг льно в направляющих 19. Подъем и опускание осуществляют приводом 20. Предложенная установка позвотает создать линию по производству всех видов изделий - пустотных, сплошных, колонн, ригелей, что эффективно для заводов мало мощности. Изготовление пустотных плит перекрытий с монолитными перемычками в любом месте изделия, позволяет получать при их одном типоразмере различные пролеты зда ний, что обеспечивает свободную планировку. Формула изобретай и я 1. Устройство для образования пустот в изделиях из бетонных смесей, содержащее станину с горизонтальными направляющими, траверсы с приводом их гори;э ;нтил1,ных перемещений и закрепленные но траверсах горизонтальные пуансоны, о т д ичающееся тем, что, с целью обеспечения возможности создания псремычок между пустотами в заданном месте формуемого изделия, устройство снабжено размещенным в горизонтальных ноправляюших пустотелым ползуном с прорезями, привод горизонтальных Ег эемешений tpaeepc выпсянен в виде цепной передачи, размешенной в полости ползуна, а траверсы - вертикальными и соединены посредством рычагов, проходящих через прорези ползуна соответственно с верхней и нижней ветвями цепкой передачи. 2.Устройство по п. 1, о т л и ч а ю-. щ е е с я тем, что крепление каждого пуансош к траверсе выполнено в виде размешенного в нем подпружиненного приводного рычага, взаимодействующего с пазом, образованным в траверсе. 3.Устройство по п. 3, о т л и ч а ющ е е с я тем, что горизонтальные направляющие снабжены фиксатором положеия ползуна, а одна из траверс снабжена иксатором положения пуансонов. Источники информации, принятые во вним1Ш1ие при экспертизе: 1.Авторское свидетельство СССР 368039, кл. В 28 В 7/18, 1971. 2.Авторское свидетельство СССР 1О2566, кл. В 28 В 17/ОО, 1954.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ФИГУРНОГО МАРМЕЛАДА | 1967 |
|
SU201023A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU766860A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| Ударный пресс для изготовления бетонных камней | 1933 |
|
SU41416A1 |