1
Изобретение относится к транспортным устройствам и может быть использовано при механизации сборочных и транспортных работ.
Известны тележечные конвейеры для сборочных работ, содержащие основание с направляющими, привод, замкнутую тяговую цепь и связанные с ней и установленные на направляющих сборочные тележки fl .
Недостатком известного устройства является то, что при транспортировке тяжелях грузов необходимы дополнительные устройства для разгрузки тележек.
Наиболее близким- техническим решением к данному изобретению является тележечный конвейер для сборочных работ, включающий основание с направляющими, привод тяговую замкнутую цепь, транспортные тележки с рольгангом и приемные столы с рольным полотном Г21.
Недостатком известного устройства является то, что при транспортировке изделий необходимы дополнительные устройства для фиксации изделий на рольганге, а также дополнительные приспособления для
передачи изделий с тележки на приемные столы.
Целью изобретения является повышение эффективности работы конвейера.
Это достигается тем, что средний ролик рольганга установлен выше крайних, при этом поверхность скатывания, образованная средним и крайним роликами рольганга транспортной тележки, и рольное попотно приемного стола расположены в одной плоскости.
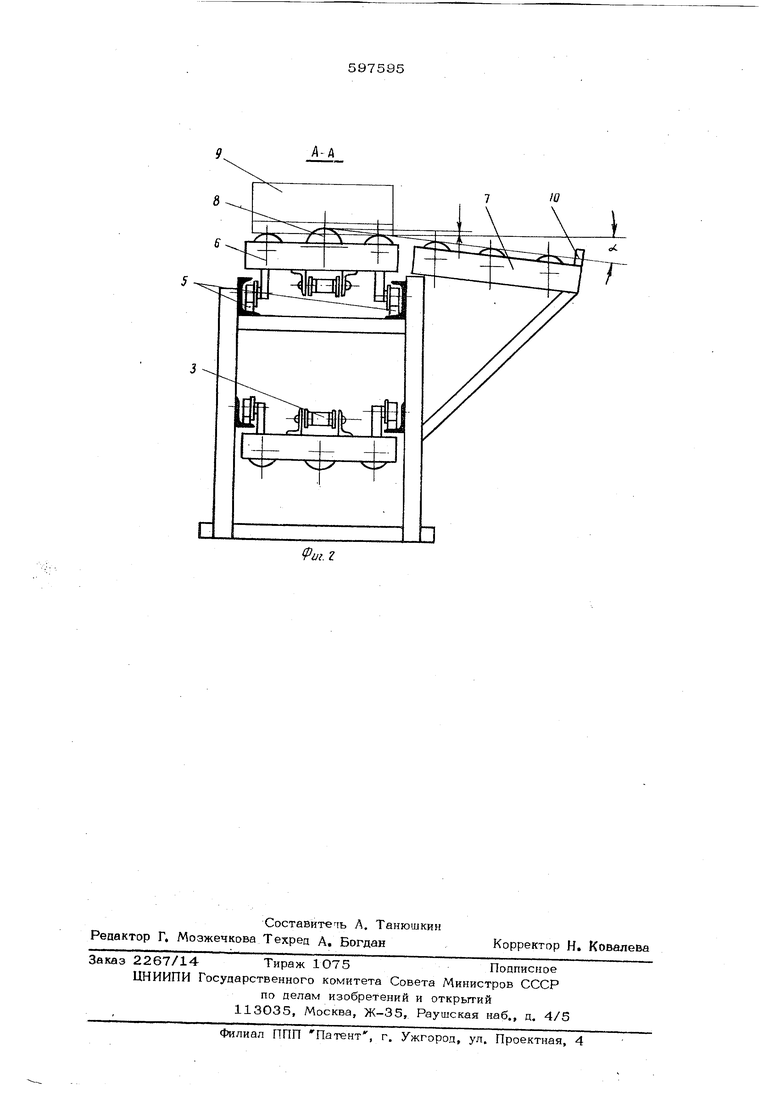
На фиг. 1 схематически изображен преалагаемый тележечный конвейер в двух проекциях; на фиг. 2 - разрез А-А на фиг. 1.
Конвейер состоит из основания 1, установленного на нем привода 2, замкнутой цепи 3, сборочных тележек 4, установлен ных на направляющих 5. В промежутках между сборочными тележками 4 установлен ны транспортные тележки 6. Тележки 4 и 6 скреплены с цепью 3. На сборочных постах против позиций остановки транспортных тележек 6 установлены приемные столы 7, которые могут быть закреплены на основании 1, а также могут быть уставовлены на полу. Носушая поверхность транспортных тележ€ к 6 в приемных столов 7 выполнены в виде |Х)льганга, причем средний po.i.iK 8 выполнен с возвышением над остальными, и который является фиксируюU1HM элементом для комплектовочной тары 9, а ролики приемного стола установлены с уклоном от центра конвейера. ГТри этом поверхность скатывания комплектовочной тары, образованная средним и крайним роликом транспортной тележки, и рольное полотно приемного стола лежат в одной плоскости. Стол 7 снабжен упором 10. Рольганги транспортных тележек 6 и приемных столов 7 выполнены сдвоенными для размещения на них тары с комплектом деталей и пустой отработанной тары.
При работе конвейера на сборочных постах сборщиком производится необходимый комплекс сборочных работ, определенных технологией сборки для данного поста.
В начале сборочной линии на транспортные тележки 6 устанавливается комплектовочная тара 9, несущая в сеое комплект деталей для объекта сборки, соответствующий сборочным операциям определенного поста сборки.
Комплектовочная тара перемещается конвейером и на соответствующем посту сборки перекатывается сборщиком с транспортной тележки 6 на приемный стол 7. При этом сборочный пост обеспечивается необходимым комплектом деталей для сборки на определенное число сборочных циклов
При движении тары по конвейеру она фиксируется средним роликом 8, а на приемном столе 7 - упором 10. Обратный уклон стола необходим для исключения произвольного скатывания комплектовочной тары в сторону конвейера. С гработанная пустая тара передается сборщиком на вторую половину приемного стола 7 и при ннличии свободной транс постной тележки 6 сталкивается на нее. Лалее отработанная пустая тара перемещается вдоль конвейера ив конце его за сборочными постами снимается в определенной позиции либо вручную, либо пекетврующим устройством.
Формула изобретения
Тележечный конвейер для сборочных работ, содержащий основание с направляющими, привод, тяговую замкнутую цепь, транспортные тележки с рольгангом к приемные столы с рольным полотном, отличают и и- с я тем, что, с целью повышения эффективности работы, средний ролик рольганга установлен выше крайних, при этом поверхност
скатывания, образованная средним и крайним роликами рольганга транспортной тележки, и рольное полотно приемного стола расположены в одной плоскости.
Источники информации, принятые во вн№мание при экспертизе:
1. Папеев М. И. Механизация сборочных
работ и транспортных операций, М., Мащиностроение, 1966, с. 65-68. 2. Патент ГДР № 51806, кл. 81Е82/01,
опублик. 1 966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный конвейер | 1980 |
|
SU933562A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Поточно-механизированная сборочная линия | 1982 |
|
SU1085766A1 |
| Тележечный конвейер | 1979 |
|
SU806557A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Гибкая автоматизированная сборочная линия | 1986 |
|
SU1344582A1 |
| Тележечный конвейер | 1980 |
|
SU956371A1 |
| Поточно-механизированная линия для сборки и сварки металлоконструкций | 1978 |
|
SU776829A1 |

B
ttif llJliJIlJ
A
ua
D
t S
ODD
В
В
