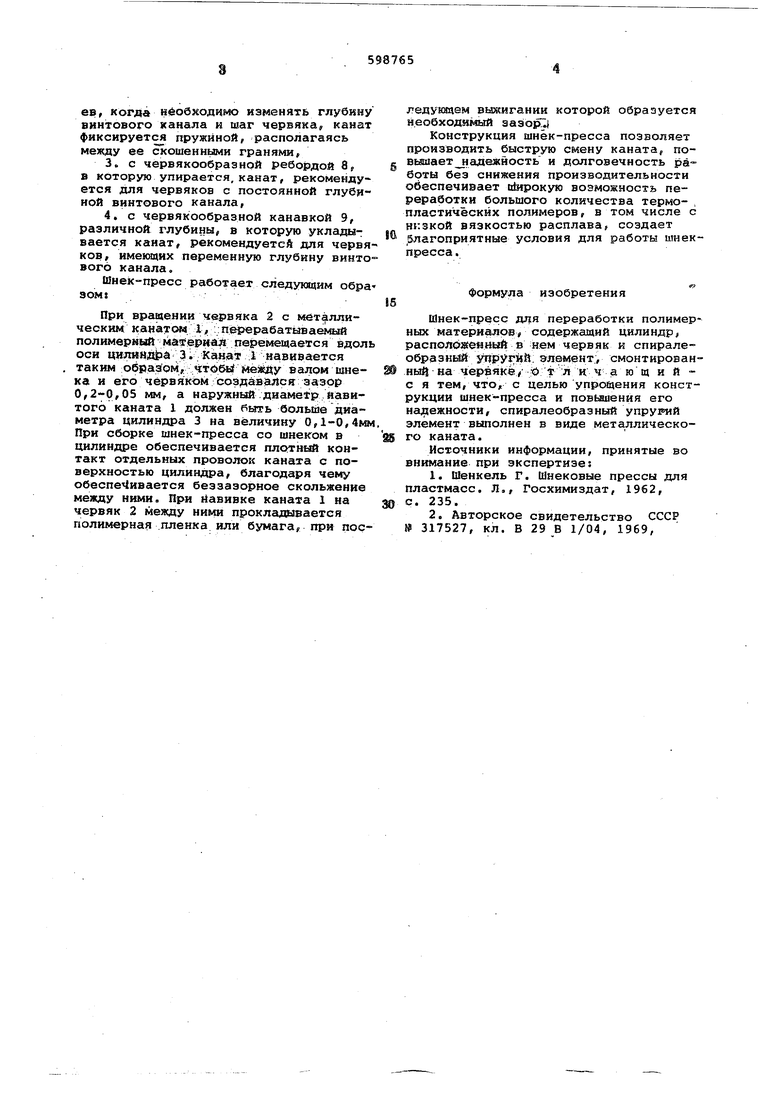
Изобретение относится к области переработки пластмасс, а именно к об рудованию для переработки вязких полимерных материалов и производству изделий из них. Известен шнек-пресс, состоящий из цилиндра и шнека, с зазором между ними О,002-0,005D til . Недостатком шнек-пресса является то, что по мере износа шнека, зазор увеличивается, что влечет снижение производительности. Наиболее близким по техническо й сущности и достигаемому результату является шнек-пресс, содержащий цилиндр, расположённый s нем червяк и спиралеобразный упругий .элемент, смо тированный на червяке JI27. Недостатком шнек-преСса является сложность конструкции за счет того, что спиралеобразиьай упругий элемент выполнен из отдельных секторов, фиксируемых винтами, кроме того по мере работы зазор между цилиндром и шнеко увеличивается, понижается надежность Цель изобретения - упрсадение конструкции шнек-пресса и повышение его надежности. Это достигается тем, что спиралеобразный упругий элемент выполнен в виде металлического каната. На фиг. 1 изображен шнек-пресс с червяком, образованным канатом, утопленным в червякообразную канавку, в разрезе. На фиг. 2 - то же,с. канатом и пружиной .трапецеидального сечения. На фиг. 3 - то же,с канатом упирающимся в червякообразную реборду. На фиг. 4 - то двумя канатами разных диаметров. Спиралеобразный упругий элемент, выполненный из металлического каната 1, смонтирован на червяке 2 в зонах сжатия и дозирования. Червяк 2 расположен в цилиндре 3. Закрепление tfaчала каната 1 производится заделкой его в радиальнорасположенное на валу отверстие 4 с последующей подпайкой медью. Конец каната 1 заделывается а такое же отверстие с последующим закреплением винтом 5. Канат 1 навивается на червяк различными способами: 1.с разделяющими канатом 6 между рабочими витками червяка 2, 2.с пружиной трапецеидального сечения 7, рекомендуемой для тех случаев, когда необходимо изменять глубину винтового канала и шаг червяка, канат фиксируется пружиной, располагаясь между ее скошенными гранями, 3.с червякообразной ребо;рдой 8, в которую упирается, канат, рекомендуется для червяков с постоянной глубиной винтового канала, 4.с червякообразной канавкой 9, различной глубины, в которую уклады-: вается канат, рекомендуетсй для червя ков, имекядих переменную глубину винто вого канала. Шнек-пресс работает следукадим обра 3OMJ .. При вращении червяка 2 с металлическим канатом IJ. ;: перерабатываемый полимерный мз г@ридя перемещается вдол оси цилиндЬа 3; Канат 1 навивается таким образом,: чтд йезКйу валом шнека и его червяком создйвался зазор 0,2-0,05 мм, а наружный диаметр йЭвитого каната 1 должен быть больше диаметра цилиндра 3 на величину О,1-0,4мм При сборке шнек-пресса со шнеком а цилиндре обеспечивается плотный контакт отдельных проволок каната с поверхностью цилиндра, благодаря чему обеспе ивается беззазорное скольжение между ними. При йавивке каната 1 на червяк 2 между ними прокладывается полимерная пленка или бумага, при последукндем выжигании которой образуется необходимый зазор Конструкция шнек-пресса позволяет производить быструю смену каната, повышаетнадежность и долговечность jpaбрты без снижения производительности обеспечивает цЬфокую возможность переработки большого количества термо- , пластических полимеров, в том числе с низкой вязкостью расплава, создает благоприятные условия для работы шнекпресса . формула изобретения Шнек-пресс для переработки полимерных материалог, содержащий цилиндр, расположейиый в нем червяк и спиралеобразнйй упругий: элемент, смонтированный-на червяке, 0:т:л и ч а ющ и и с я тем, что, с целью упрощения конструкции шнек-пресса и повЬдиения его надежности, спиралеобразный упрурий элемент выполнен в виде металлического каната. Источники информации, принятые во внимание при экспертизе: 1.Шенкель Г. Шнековые прессы для пластмасс. Л,, Госхимиздат, 1962, с. 235. 2.Авторское свидетельство СССР 317527, кл. В 29 В 1/04, 1969,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДНИХ ЧАСТЕЙ ОПРАВ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2035310C1 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1982 |
|
SU1109314A2 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2185962C2 |
| ЭКСТРУДЕР | 1984 |
|
SU1380115A3 |
| Экструдер для переработки полимерных материалов | 1987 |
|
SU1512793A2 |
| Шнек для переработки полимерных материалов | 1989 |
|
SU1680525A1 |
| ЭКСТРУДЕР ШНЕКОВЫЙ | 2021 |
|
RU2780836C1 |
| Двухчервячный экструдер для переработки пластмасс | 1980 |
|
SU937204A1 |
| Экструдер | 2019 |
|
RU2715394C1 |

Фиг. t Ш
