(54) ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ газовую подушку между валками и металлом. То же происходит и с поливиниловым спиртом. В процессе приготовления смазочной композиции лигнин вы полняет роль сорбента-носителя, на которой сорбируются все компоненты композиции. Дву.замв1авнн фосфат аммония при темпер атурз прокатки рвзлагается до фосфорного ангидрида (), во;а и азота.Фосфорный ангидрид высокоплавкое вещество, не раэл.а ающезся при температуре горячей прокатки, оно выполняет роль смазывающего вегкества. Поливиниловый спирт в смазочной композиции является загустителем, придает ей требуемую вязкрсть и повы шает смазочный эффект. Пример. Приготов$1ейие смазоч ной композиции. 100 г лигнина гидролиз ного пропитывают 30 г дв замещеннрго. фосфата аммония, предварительно растворенного S 100 мл кипщцей воды, и эту смес добавляют к расплаву 50г парафина и 50 г мыльного клегя.. Смесь тщательно перемешивают при 110-120 С в течение 15-20 мин. После охлаждения до бО 70с добавляют заранее приготовле ный раствор поливинилового спирта (2,5 г и 817 мл водь ОЬразовагшуюся массу перетирают в шаровой мельнице в течение 1,0-1,5 час, полученная эмульсия и представляет собой смазоч ный материал. Смазку на валки нанося
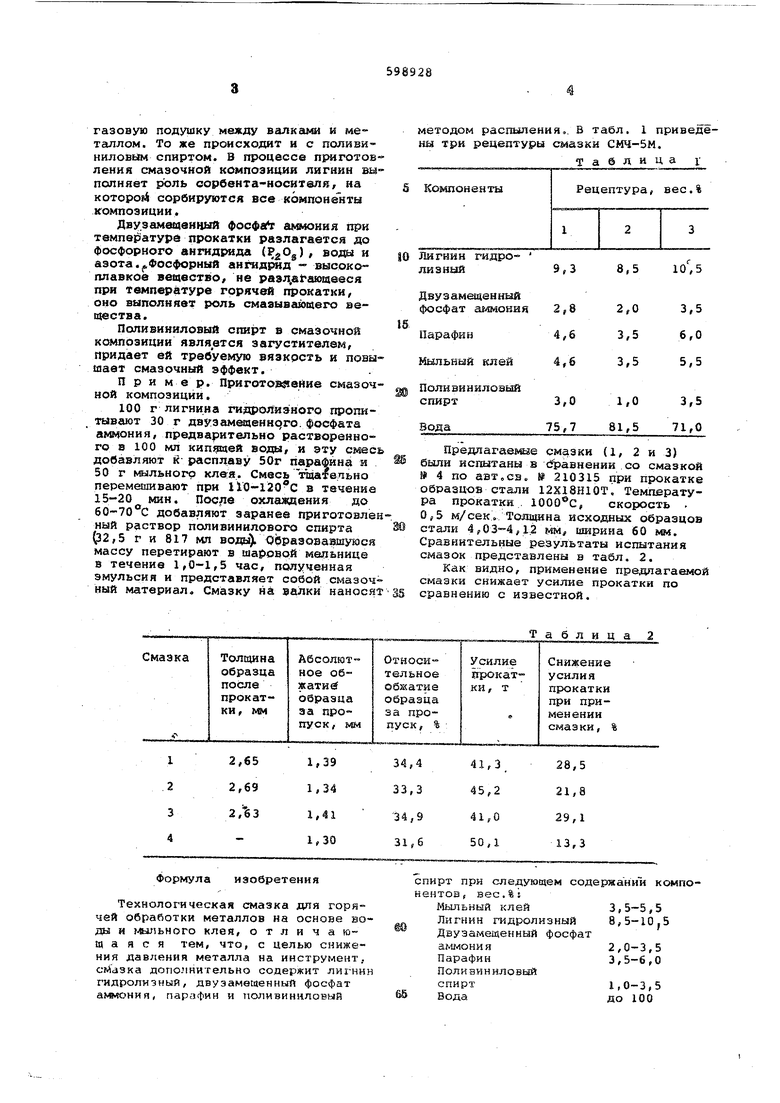
Т а б л и ц а 2 етодом распьетения.- В табл. 1 приведеи три рецептуры смазки СМЧ-5М. таблица г игнин гидро8,5 10,5 изный 913 Двузамещенный фосфат аммония 2,8 Парафин 4,6 Мьтьный клей4,6 Поливинилозый 1,0 3,5 in спирт3,0 81,5 71,0 Вода75,7 Предлагаемые смазки (1, 2 и 3) были испытаны в сравнении со смазкой 4 по авт.сз. I 210315 при прокатке образцов стали 12Х18Н10Т, Температура прокатки 1000®С, скорость . 0,5 м/сек. Толщина исходных образцов стали 4,03-4,12 мм, ширина 60 мм. Сравнительные результаты испытания смазок представлены в табл. 2. Как видно, применение предлагаемой смазки снижает усилие прокатки по сравнению с известной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1977 |
|
SU659602A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840090A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU730796A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Смазка для горячей обработки металлов давлением | 1978 |
|
SU749884A1 |
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU958481A1 |
| Способ получения антикоррозионного пигмента на основе целлолигнин-лигнина | 1987 |
|
SU1565843A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1974 |
|
SU643530A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ И ТЕПЛОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1973 |
|
SU362866A1 |
Формула изобретения
Технологическая смазка для горячей обработки металлов на основе воды и 1г ьного клея, о т л н ч а юta а я с я тем, что, с целью снижения давления металла на инструмент, сМазка допо-чнительно содержит лигннн гидролизный, двуэамвщенныЯ фосфат акйигония, паряфин и поливиниловый
спирт при следующем содержании компонентов, вес.%}
Мыльный клей3,5-5,5
Лигнин гидролизный8,5-10j5
Двузамещенный фосфат
амгиония2,0-3,5
Парафин3,5-6,0
Поливиниловый
спирт1,0-3,5
Водадо 100 Источники информации, принятые во внимание при экспертизе К Грудев А,П., Тилик В.Т., Технологические смазки в прокатиом производстве, М,, Металлургия, 1975, с. 275-303.„,,г, 2. Авторское свидетельство СССР I 210315, кл. С 10 М 3/18, 1964.
