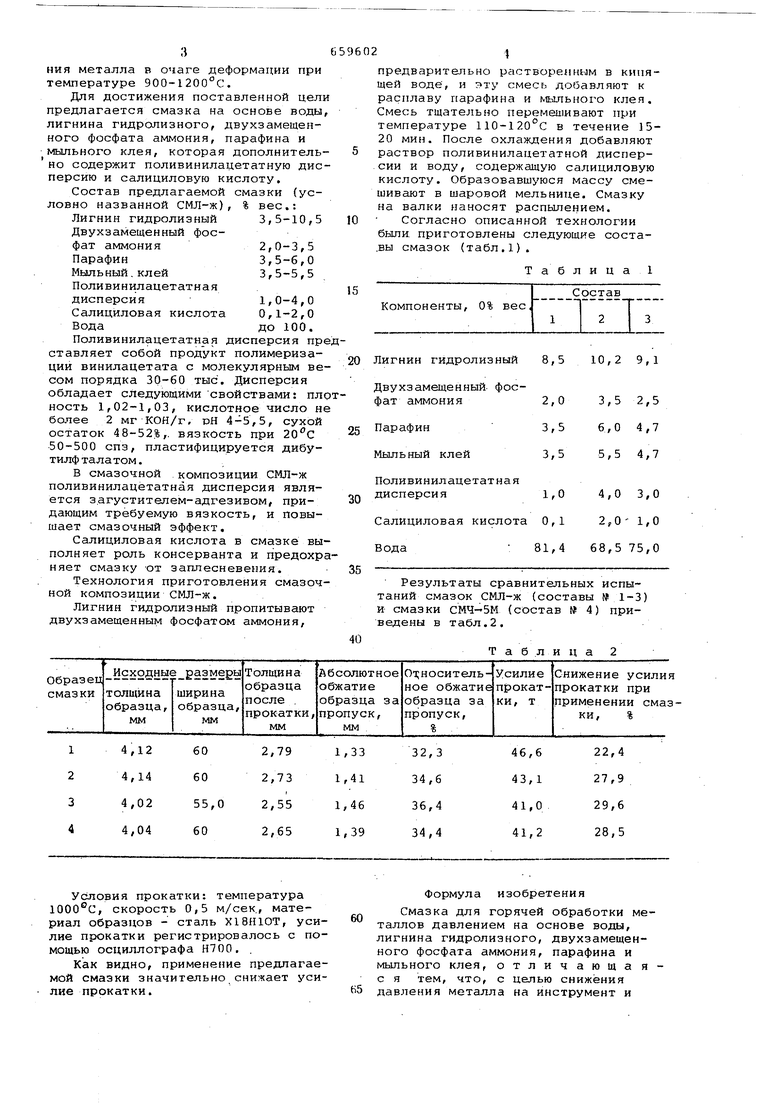
(54) СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ 36596 ПИЯ металла в очаге деформации при температуре 900-1200°С. Для достижения поставленной цели предлагается смазка на основе воды, лигнина гидролизного, двухзамещенного фосфата аммония, парафина и мыльного клея, которая дополнитель- 5 но содержит поливинилацетатную дисперсию и салициловую кислоту. Состав предлагаемой смазки (условно названной СМЛ-ж), % вес.: Лигнин гидролизный 3,5-10,5 10 Двухзамещенный фосфат аммония2,0-3,5 Парафин3,5-6,0 Мыльный.клей3,5-5,5 Поливинилацетатнаяj5 дисперсия 1,0-4,0 Салициловая кислота 0,1-2,0 Вода до 100. Поливинилацетатная дисперсия представляет собой продукт полимеризации винилацетата с молекулярным весом порядка 30-60 тыс . Дисперсия обладает следующими свойствами: плотность 1,02-1,03, кислотное число не более 2 мг КОН/г. рН 4-5,5, сухой остаток 48-52%,. вязкость при 25 50-500 спз, пластифицируется дибутилфталатом. В смазочной композиции СМЛ-ж Поливинилацетатная дисперсия является загустителем-адгезивом, при- 30 дающим требуемую вязкость, и повышает смазочный эффект. Салициловая кислота в смазке выполняет роль консерванта и предохраняет смазку -от заплесневения. 35 Технология приготовления смазочной композиции СМЛ-ж. Лигнин гидролизный пропитывают двухзамещенным фосфатом аммония, 20 предварительно рсютвореиным в кипящей воде , и эту смесь добавляют к расплаву парафина и мыльного клея. Смесь тщательно перемешивают при температуре 110-120°С в течение 1520 мин. После охлаждения добавляют раствор поливинилацетатной дисперсии и воду, содержащую салициловую кислоту. Образовавшуюся массу смешивают в шаровой мельнице. Смазку на валки наносят распылением. Согласно описанной технологии были приготовлены следующие соста.вы смазок (табл.1). Таблица игнин гидролизный 8,5 10,2 9,1 вухзамещенный. фосРезультаты сравнительных испытаний смазок СМЛ-ж (составы № 1-3) и смазки СМЧ-5М (состав № 4) приведены в табл.2. Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов | 1978 |
|
SU730796A1 |
| Технологическая смазка для горячей обработки металлов | 1976 |
|
SU598928A1 |
| Смазка для горячей обработки металлов давлением | 1978 |
|
SU749884A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840090A1 |
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU958481A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1974 |
|
SU643530A1 |
| МОДИФИКАТОР РЖАВЧИНЫ | 2000 |
|
RU2185410C2 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Смазка для холодной обработки металлов давлением | 1973 |
|
SU493501A1 |
Условия прокатки: температура 1000°С, скорость 0,5 м/сек., материал образцов - сталь Х18Н1ОТ, усилие прокатки регистрировалось с помощью осциллографа Н700. .
Как видно, применение предлагаемой смазки значительно снижает усилие прокатки.
Формула изобретения
Смазка для горячей обработки металлов давлением на основе воды, лигнина гидролизного, двухзамещенного фосфата аммония, парафина и мыльного клея, отличающая с я тем, что, с целью снижения давления металла на инструмент и 56 напряженно-леформированного состоя- ния металла в очаге деформации, смазка дополнительно содержит поливинилацетатную дисперсию и салициловую кислоту при следующем содержании компонентов % вес,: Лигнин гидролизный 8,5-10,5 Двухзамещенный фосфат аммония 2,0-3,5 Парафин 3,5-6,0 Мыльный клей 3,5-5,5 9602 в Поливинилацетатная дисперсия 1,0-4,0 Салициловая кислота О , 1-2,0 Вода до 100, Источники информации, принятые во внимание при экспертизе 5 1.Л.П.Труден, В.Т.Тилик.Технологические смазки в прокатном производстве, М., Металлургия, 1975, с. 275-303. 2.Авторское свидетельство СССР по заявке №2401382/04,кл.С юм 7/10,1976.
