Изобретение относится к горячей обработке металлов давлением, преимущественно при прокатке, штапмовке металлов.
Известны технологические смазки для горячей обработки металлов на основе минеральных и растительных масел с введением различных доба- вок LI
Однако известные смазки недостаточно эффективны и технологичны, а также не отвечают требованиям по качеству обрабатываемой поверхности.
Наиболее близкой к предлагаемой по составу ингредиентов является смазка для горячей обработки металлов 2,имеющая следующий состав, вес.%;..
Лигнин гидролиз-.
0,5-25,0
ный
Гидрат окиси 0,1-15,0
кальция
Тринатрий1,0-5,0
фосфат 10,0-30,0
Соапсток
Дихлорстеари0,5-2,0
новая кислота
Тетрахлорстеа0,5-10,0
риновая кислота
Антисептик 0,01-3,0 ВодаОстальное до 100
Однако применение известной смазки не обеспечивает высокой стойкости инструмента, значительного повышения производительности прокатных станов и высокого уровня качества продукции.
Кроме того, известная смазка не
10 обладает достаточной растекаемостью, а также имеет заниженные показатели по пенетрации и адгезионным свойствам.
Целью изобретения является раз15работка смазки для горячей обработки металлов давлением, обеспечивающей повышение износостойкости инструмента и снижение давления металла на инструмент, что обуславлива20ет снижение энергозатрат на деформацию металла.
Поставленная цель достигается тем, что смазка для горячей обработки металлов, содержащая лигнин гид25ролизный, тринатрийфосфат, гидрат окиси металла, антисептик и воду, дополнительно содержит окись кальция,, су.пьфат кальция, полимеризованный рыбий жир и в качестве гидрата окиси
30 металла смазка содержит гидрат окиI си натрия при сяедуимцем содержании компонентов, вес.%: Лигнин гидролизныйОкись КЗЛБЦИЯ Сульфат кальцияТринатрий5-15фосфат Гидрат окиси 1,5-5 натрия Полимеризованный рыбий 10-20 кир 0,01-1 Антисептик . Вода Остальное . Лигнин гидоолизяый отход гидро изнодрожжевого производства, явля ся высокоэффективным сорбентом и комплексообразователем с ионами же леза. , При приготовлении смазочной ком позиции лигнин выполняет роль сорбента носителя и диспергатора,- на котором сорбируются все компоненты композиции. Обладает высоким смазо ным эффектом. Лигнин гидролизный в виде производственного отхода, с держит 0,5-2,0% свободной и связан Ьерной кислоты, поэтому часть оки си кальция, добавляемой в композицию, расходуется на нейтрализацию серной кислоты, в результате чего образуется сульфат кальция. Окись кальция повышает пенетра цию смазки, нейтрализует свободну серную кислоту, содержащуюся в ли нине гидролизном. Тринатрийфосфат в смазке применяется как эффективное моющее средство, обладающее хорошими эмульгирующими свойствами. Гидрат окиси натрия выполняет.роль эмульгатора. Полимеризованный рыбий жир вводится для Обеспечения смазочных свойств. При смешивании рыбьего жира с лигнином гидролизным происходит адсорбция лигнином веществ определяющих неприятный запах . рыбьего жира, в результате чего исчезает специфический рыбий запах, т. е. происходит облагораживание жира, а это, в свою очередь позволяет использовать его в смазочной композиции. В процессе термической полимеризации (уплотнения ) физико-химические свойства рыбьего жира изменяются в ;направлении улучшения его смазочной способности; увеличивается вязкость молекулярный вес, снижается степень ненасыщенности. Изменяя степень полимеризации, можно получить различные свойства рыбьего-жира, а следовательно и различную его смазочную способность. В смазке используют рыбий жир технический Полимеризованный при 220-240 С 80 ч. В цехе производства Е)ыбьей муки после термической обработки и прессования сьорья образуется Полимеризованный рыбий жир (технический -отход производства Свойства исходного и полимеризованного рыбьего жира показаны в табл. 1. Т а б л и ц а 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840090A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU730796A1 |
| Смазка для горячей обработки металлов давлением | 1977 |
|
SU659602A1 |
| Смазка для горячей обработки металлов давлением | 1978 |
|
SU749884A1 |
| Технологическая смазка для горячей обработки металлов | 1976 |
|
SU598928A1 |
| Способ получения металлопроизводных лигнина | 1987 |
|
SU1634677A1 |
| Смазочно-охлаждающая жидкость для горячей обработки металлов давлением | 1980 |
|
SU891758A1 |
| Антифрикционная композиция | 1991 |
|
SU1812189A1 |
| Смазка для сухого волочения стальной проволоки | 1991 |
|
SU1754773A1 |
Технология приготовления смазки. . Расчетные количества воды, лигнина гидролизного, окиси кальция и три. натрийфосфат смешивают и перетирают в ..шаровой мельнице 1 ч. После чего 65 до.бавляют Полимеризованный рыбий жир
I.
и гидрат окиси натрия. Перетирание
ведут до получения гомогенной массы, размеры частиц которой 15-30 мкм.
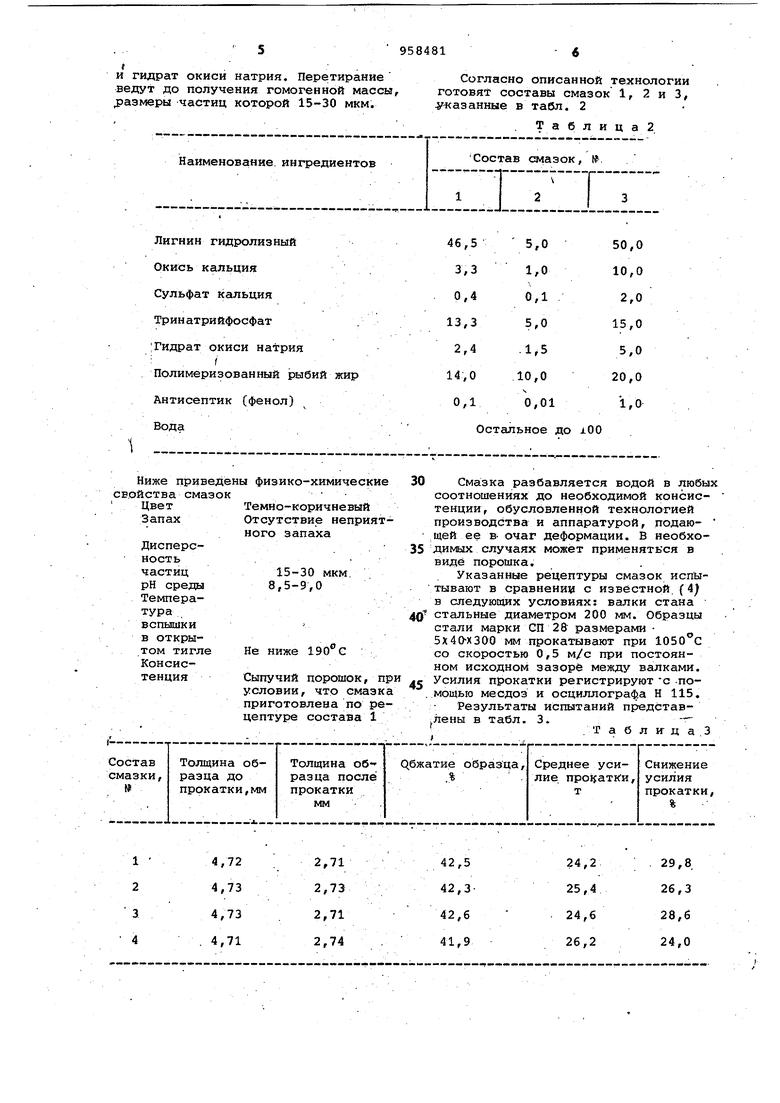
приготовлена по реСогласно описанной технологии готовят составы смазок 1, 2 и 3, унказанные в табл. 2
Таблица2
Результаты испытаний представПредлагаемая смазка, по сравнению с известной, ( № 4 обеспечивает снижение давления металла на инструмент и повьпиение износостойкости инструмента.
Формула изобретения
Смазка для горячей обработки металлов давлением, содержащая лигнин гидролизный, тринатрийфосфат, гидрат окиси металла, антисептик и воду, отличающаяся тем, что, с целью повышения износостойкости инструмента и снижения давления металла на инструмент, смазка дополнительно содержит окись кальция, сульфат кальция, полимеризованный рыбий жир и в качестве гидрата окиси металла смазка содержит гидрат окиси натрия при следующем со держании компонентов, вес.%:
Лигнин гидро5-5.0 лизный Окись каль1-10ция
Сульфат 0,1-2 кальция Тринатрийфосфат
5-15
Гидрат окиси
1,5-5 натрия Полймеризованный рыбий жир
10-20 Антисептик 0,01-1 Вода
-„-Остальное
5 Источники информации,
принятые во внимание при экспертизе
0 1975, с. 293-303.
