(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПЛАВКИХ ВСТАВОК ПРЕДОХРАНИТЕЛЕЙ
дополнительно укреплен поршень с пневмоцилиндром.
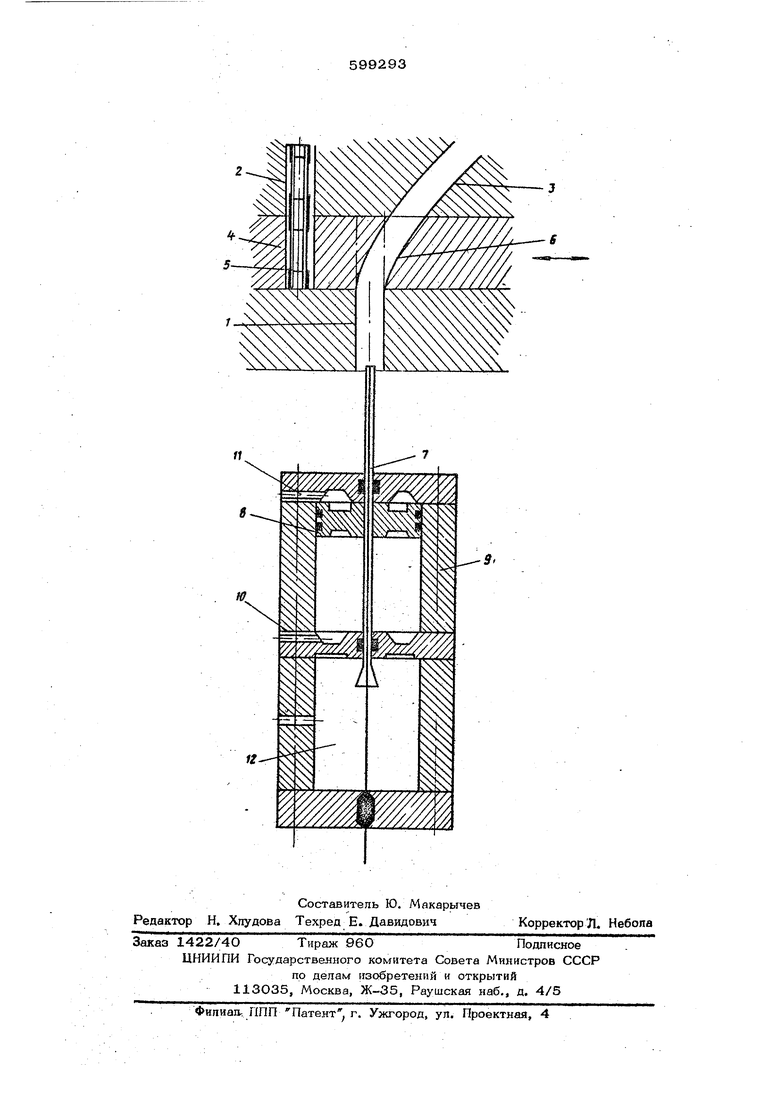
На чертеже показано устройство для сборки плавких вставрк предохранителя, общий вид.
Устройство содержит механизм предварительной ориентации с каналом 1 ориентации. Над ним расположен питатель с загрузочным каналом 2 и каналом 3 отвода бракованных деталей, а также шибер 4. В шибере выполнены прямолинейный 5 и криволинейный 6 каналы. Соосно с каналом ориентации расположена трубка 7 с проволокой. На трубке укреплен поршень 8, который расположен в пневмоцилиИдре 9. По обе сторо ны поршня имеются каналы 10 и 11 для подачи в цилиндр сжатоговоздуха. Конец трубки 7 сообщается с полостью 12, в которой создается повышенное давление.
Устройство работает следующим образом.
В загрузочном положении из канала 2 питателя корпус предохранителя подается в прямолинейный канал 5.шибера 4. Далее шибер переходит в рабочее положение, гю давая корпус предохранителя в канал 1
ориентации.
Трубка 7 перед этим была приведена в верхнее положение подачей воздуха в канал 10, Струя воздуха, истекающая из трубки 7 спосс ствуёт ориентации корпуса предохранитедя относительно трубки и он оказывается надетым на . После этого шибер возвращается в загрузочное положение, а в канал 11 подается воздух, вызывающий перемещение поршня с трубкой в нижнее положение. Проволока при этом не перемещается и остается в корпусе предохранителя, и далее закрепляется известными способам В том случае, если по каким-либо причинам корпус не надевается на трубку, то поспе перемещения шибера в загрузочное положение струя воздуха из трубки выбрасывает корпус через канал 3 отвода бракованных деталей.
Устройство позвопяет автоматизировать процесс сборки.
Ф
ормула изобретения
Устройство для сборки плавких вставок предохранителей, содержащее механизм предварительной ориентации корпуса предохранителя с каналом ориентации и механизм подачи проволоки в виде сообщающейся с полостью повышенного давления трубки, расположенной СООСНО г. каналом ориентации с возможностью введения в него одного ее конца, отличающееся тем, что, с целыо обеспечения автоматизацик процесса сборки, в механизм предварительной ориентации дополнительно введен питатель с загру;зочным каналом и каналом отвода бракова1шых деталей н шибером, установленным с возможность|й..зан.имать загрузочное и рабочее положения, в котором выполнены прямолинейный и криволинейный каналы так, что в загрузочном положении прямолинейный канал совмещается с загрузочным, а криволинейный канал сообщается с каналом отвода бракованных деталей и каналом ориентации, в рабочем попоженин шибера прямолинейный канал совмещается с каналомориентации, причем на трубке с проволокой дополнительно укреплен поршень с пневмоцилиндром,
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР NO 411539, И 01 Н 69/02, 1973.
2 Авторское свидетельство СССР по заявке № 23015О1, Н 01 Н 69/02,1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки плавких предохранителей | 1977 |
|
SU744771A1 |
| Устройство для автоматической сборки плавких предохранителей | 1987 |
|
SU1467598A1 |
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Способ введения плавкого элемента в корпус предохранителя | 1975 |
|
SU560272A1 |
| Устройство для установки пружинных контактов в гнезда колодки соединителя | 1990 |
|
SU1725303A1 |
| Устройство для засыпки и уплотнения зернистого наполнителя в корпусе предохранителя | 1989 |
|
SU1714715A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Механизм распределения шпилек к сборочному автомату | 1983 |
|
SU1180223A1 |