Изобретение относится к прокатному производству и может быть использова но при производстзе колец. Известен кольцепрокатный стан, содержащий смонтированные на станине наружный, внутренний и торцовые валки, установленные в клети устройства для автоматического перемещения вдоль оси стана клети торцовых валков, и два опорных ролика, расположенных симметрично относительно оси стана, смонтированных на концах дву плечих рычагов, и привод поворота рьтчагов. В известном кольцепрокатном стане установка опорных роликов осуществля ется от отдельного привода и не обес печивает точного перемещения их в за висимости рт роста кольца, что не позв.оляет получать высокоточные коль ца с наименьшими припусками для последзгющей обработки. Для уменьшения овальности колец предлагаемый стан снабжен расположенными симметрично относительно оси стана механизмами, задающими закон перемещения опорных роликов, каждый из которых вьтолнен в виде закрепленной на клети торцовых валко профильной линейки и контактирующего с ней следящего ролика на конце двуплечего рычага, несущего следящий ролик, при этом оси двуплечих рычаго несущих опорные и следящие ролики, закреплены в станине , а свободные концы рычагов связаны между србой шарнирно при помощи тяги. На чертеже изображен предлагаемый кольцепрокатный стан, Он имеет наружный приводной 1 и внутренний передвижной 2 валки, между которыми прокатывается кольцо 3. Для обработки торцовых поверхностей кольца служит торцовая клеть 4 с механизмом 5 автоматического перемещения вдоль продольной оси стана. На торцовой клети установлены копиры 6. Опорные ролики 7 установлены на двуплечих рычагах 8, которые при помощи тяг 9 соединены с двуплечими рычагами 10. На рычагах 10 установлены следящие ролики .11. Опорные ролики . приводятся в движение цилиндрами 12. Стан работает следующим образом. По мере роста кольца 3, прокатвшаемого валками 1 и 2, клеть .4 торцовых валков по команде механизма 5 перемещается вдоль оси стана. Следящие ролики 11, закрепленные на рычагах 10, обкатываются по копирам 6, прикрепленным к клети торцовых валков, и посредством тяг 9 и рычагов 8 устанавливают опорные ролики 7 соответственно росту наружного диаметра прокатываемых колец. При прокатке колец следящие ролики 11 с помощью цилиндра 12 постоянно прижаты к копи рам 6. После окончания прокатки колец опорные ролики 7 разводятся цилиндрами 12 в исходное положение.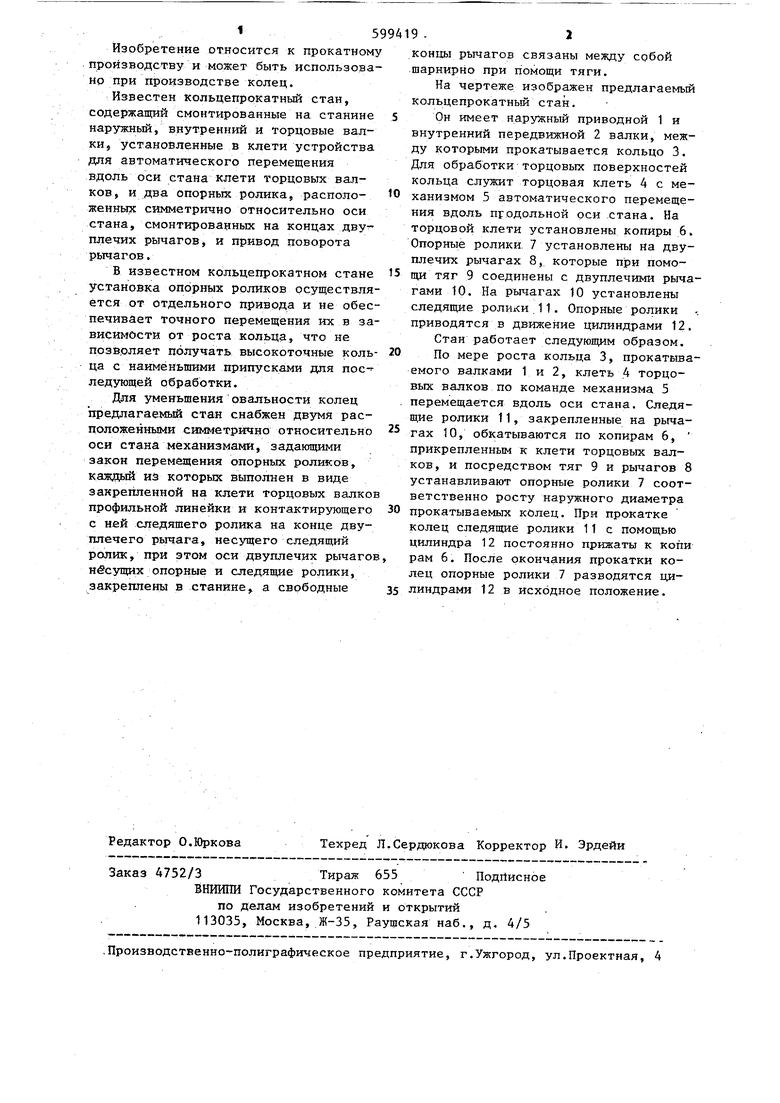
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |
| Кольцепрокатный стан | 1976 |
|
SU599898A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Кольцепрокатный стан | 1973 |
|
SU519257A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Отключающее устройство к кольцепрокатному стану | 1984 |
|
SU1191158A1 |
| Стан-автомат для горячей прокатки кольцевых заготовок | 1960 |
|
SU139650A1 |
| Способ прокатки кольцевых изделий и устройство для его осуществления | 1990 |
|
SU1792780A1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
КОЛЫЩПРОКАТНЫЙ СТАН, содержащий смонтированные на станине наружный , внутренний и торцовые валки, установленные в клети устройства для автоматического перемещения вдоль оси стана клети торцовых валков, и два опорных ролика, расположенныхсимметрично относительно оси стана, смонтированных на концах двуплечих рычагов, и привод поворота рычагов, обличающийся тем, что, с целью уменьшения овальности колен, стан снабжен двумя расположенными симметрично относительно оси стана механизмами, задаюпщми закон перемещения опорных роликов, каждый из которых выполнен в виде закрепленной на клети торцовых валков профильной линейки и контактирующего с ней следящего ролика на конце двуплечего рычага, несущего следящий ролик, при этом оси двуплечих рычагов, несущих опорные и следящие ролики, закреплены в станине, а свободные концы рычагов связаны между собой шарнирно посредством тяги.i(Лв«ел^со 4^;ожгм
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2035598C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
