Предлагается стан-автомат для горячей прокатки кольцевых заIOTOBOK, отличающийся от известных станов тем, что главный валок размещен на качающемся рычаге, а опорный ролик с помощью тяги и двуплечего рычага связан с рычагом главного валка и производит движение в процессе прокатки по траектории, обеспечивающей получение точной геометрии кольца. Такое выполнение позволяет улучшить эксплуатационные данные конструкции.
Кроме того, для получения высокой точности колец ограничение диаметра раскатываемого кольца можно осуществлять с помощью фотоэлектрического прибора, а ограничение ширины кольца - с помощью сельсинного следящего устройства.
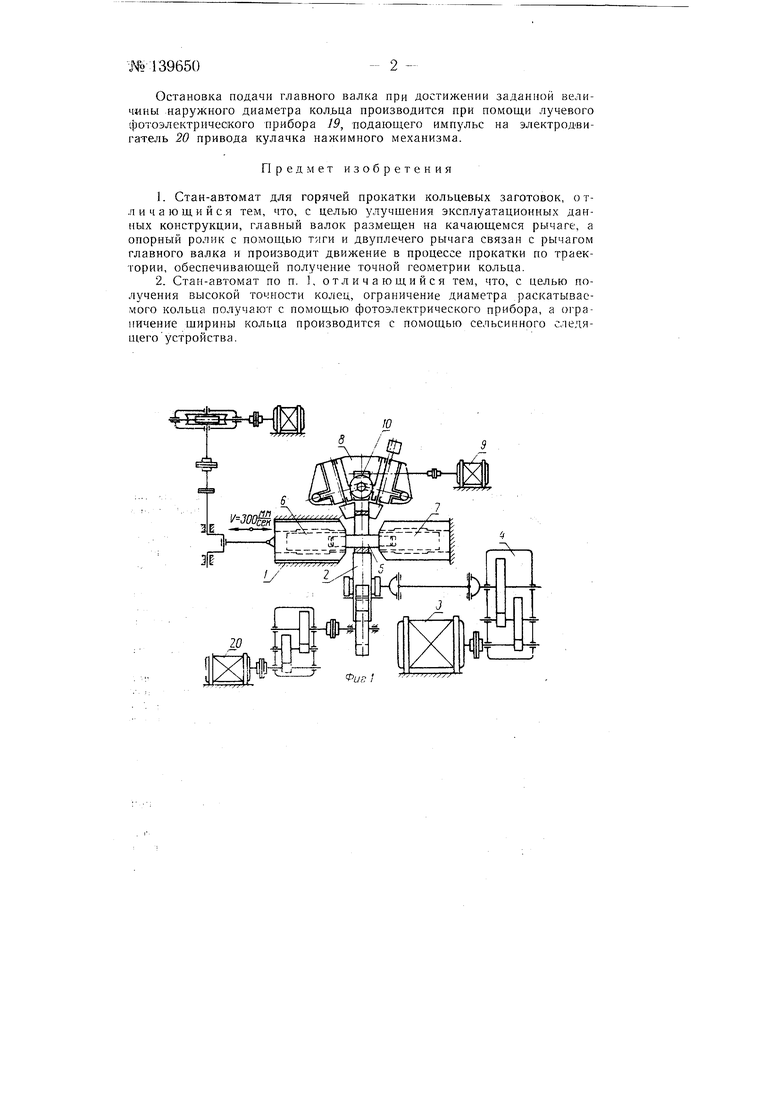
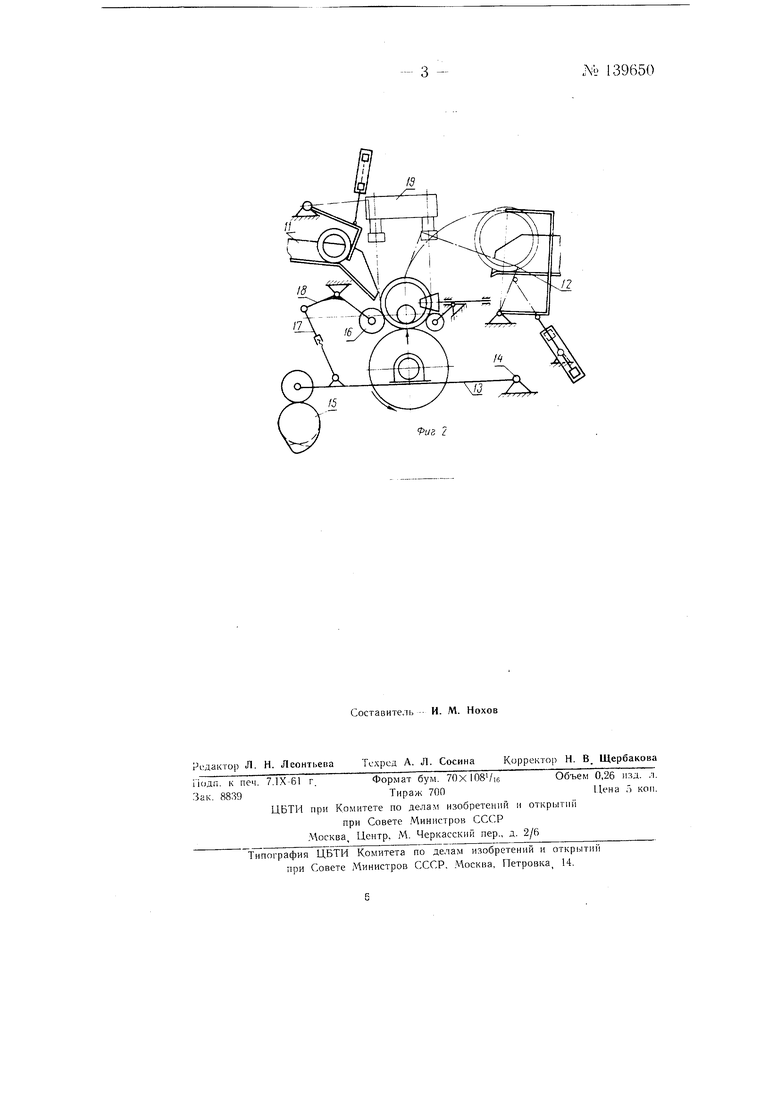
На фиг. 1 и 2 показана схема предлагаемого кольцепрокатного стана-автомата.
Стан-автомат состоит из станины /, главного валка 2 с приводом от электродвигателя 3 через цилиндрический редуктор 4, внутреннего передвижного холостого валка 5 с опорами 6 и 7, торцовых валков 8 с эксцентриковым механизмом сближения от электродвигателя 9 через червячный редуктор 10, механизмов // загрузки и 12 выгрузки.
Главный валок стана 2 установлен вместе со своими подушками на рычаге 13, качающемся вокруг шарнира 14. Опорный ролик 16 кинематически связан с рычагом главного валка с помощью регулируемой тяги /7 и двуплечего рычага 18 и движется при прокатке в соответствии с ростом диаметра кольца по траектории, обеспечивающей получение точной геометрической формы кольца.
Настройка на заданный размер по ширине колец и остановка торцовых валков производится с помощью следящего сельсинного устройства.
Остановка подачи главного валка при достижении заданной величины наружного диаметра кол.ьца производится при помощи лучевого фотоэлектрического прибора 19, подающего импульс на электродвигатель 20 привода кулачка нажимного механизма.
Предмет изобретения
1.Стан-автомат для горячей прокатки кольцевых заготовок, отличающийся тем, что, с целью улучшения эксплуатационных данных конструкции, главный валок размещен на качающемся рычаге, а опорный ролик с помощью тяги и двуплечего рычага связан с рычагом главного валка и производит движение в процессе прокатки по траектории, обеспечивающей получение точной геометрии кольца.
2.Стан-автомат по п. 1, отличающийся тем, что, с целью получения высокой точности колец, ограничение диаметра раскатываемого кольца получают с помощью фотоэлектрического прибора, а ограничение ширины кольца производится с помощью сельсинного следящего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Способ изготовления кольцевых заготовок из легких сплавов | 1959 |
|
SU133042A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Стан для раскатки колец | 1983 |
|
SU1159700A1 |
| Кольцепрокатный стан | 1991 |
|
SU1787634A1 |
| Стан для открытой раскатки колец | 1978 |
|
SU893353A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
Puz 2
