1
Изобретение относится к обработке металлов давлением, в частности к способам резки сдвигом сортового проката на мерные заготовки во втулочных ножах.
Известен способ резки, при котором одну часть горячего проката сдвигают относительно другой, затем охлаждают и сдвигают части в обратном направлении до исходного положения. При этом способе качество резки довольно низкое. Кроме того, усилия сдвига из-за того, что сдвигают отрезаемую заготовку но всему сечению, довольно высоки 1.
Известен способ резки проката путем последовательного приложения сдвигающих усилий по периметру отрезаемой заготовки таким образом, что ее ось совершает перемещение по спирали до заданной величины смещения ее оси относительно оси проката 2.
Этот способ, благодаря обеспечению равномерного распределения удельных давлений по окружности проката в зоне контакта с втулочными ножами, несколько уменьщает пластические деформации в зоне реза, но качество резки повыщается при этом незпачитсльно. Затруднительно при этом также производить порезку тонкостенного пустотелого профиля, особенно некруглого сечения.
С целью новышения качества реза в дальнейшем отрезаемая заготовка сдвигается в исходное положение таким образом, что ее
ось перемещается по спирали в обратном направлении до совмещения с осью проката.
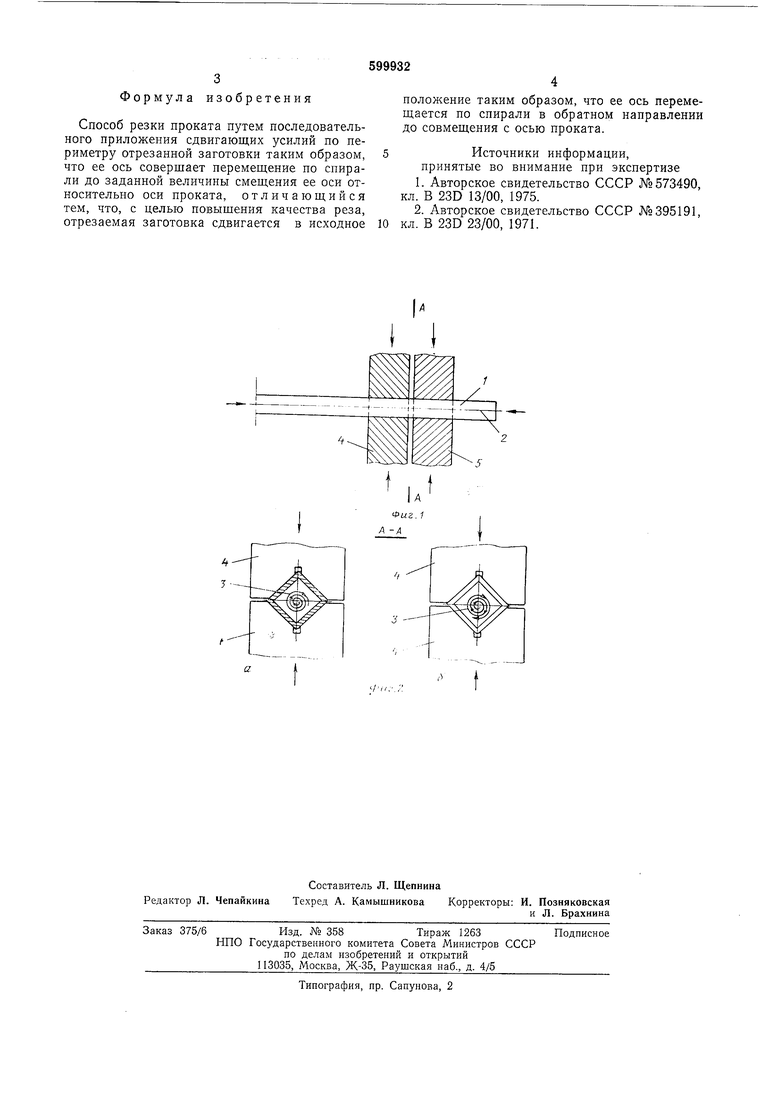
На фиг. I изображено устройство для реализацми предлагаемого способа, прокат в исходном ноложении; на фиг. 2 (а, б) - разрез А-А на фиг. 1, этапы резки проката.
В устройстве к периметру отрезаемой заготовки 1 проката последовательно прикладывают усилия сдвига таким образом, что ее ось 2 перемещается по спирали 3 до заданной величины смещения. При этом отрезаемая заготовка либо сдвигается относительно проката или отделяется. Затем заготовку перемещают в исходное положение так, что ее ось перемещается по той же спирали в обратном паправленпп (см. фпг. 2,6). Неподвижный 4 и подвижный 5 втулочные ножи, зажимающие прокат для удобства зажима, выполнены составными из двух частей (см. фиг. 2, а, б).
Процесс отрезки производится движением ножа 5 относительно ножа 4 по спирали 3, в результате отрезаемая заготовка 1 сдвигается. После отрезки заготовки ножа 5 продолжает дв гаться по спиралн в обратном направлеНИИ (см. фиг. 2, б) до возврата вместе с зажатой заготовкой в исходное положение. При этом вследствие того, что торец заготовки прижат к торцу исходного проката, шероховатости на торцах сглаживаются, чем и обеспечивается высокая их чистота.
Формула изобретения
Способ резки проката путем последовательного приложения сдвигающих усилий по периметру отрезанной заготовки таким образом, что ее ось совершает перемещение по спирали до заданной величины смещения ее оси относительно оси проката, отличающийся тем, что, с целью повышения качества реза, отрезаемая заготовка сдвигается в исходное
положение таким образом, что ее ось перемещается по спирали в обратном направлении до совмещения с осью проката.
5Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР №573490, кл. В 23D 13/00, 1975.
2.Авторское свидетельство СССР №395191, 10 кл. В 23D 23/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для безотходной резки круглого проката | 1977 |
|
SU625851A1 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |
| Способ резки труб и устройство для его осуществления | 1985 |
|
SU1428530A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Устройство для резки проката | 1986 |
|
SU1360920A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Устройство для резки проката | 1978 |
|
SU679339A1 |
| Станок для безотходной резки круглого проката | 1980 |
|
SU904923A1 |
| Штамп для резки сортового проката | 1987 |
|
SU1504014A1 |
