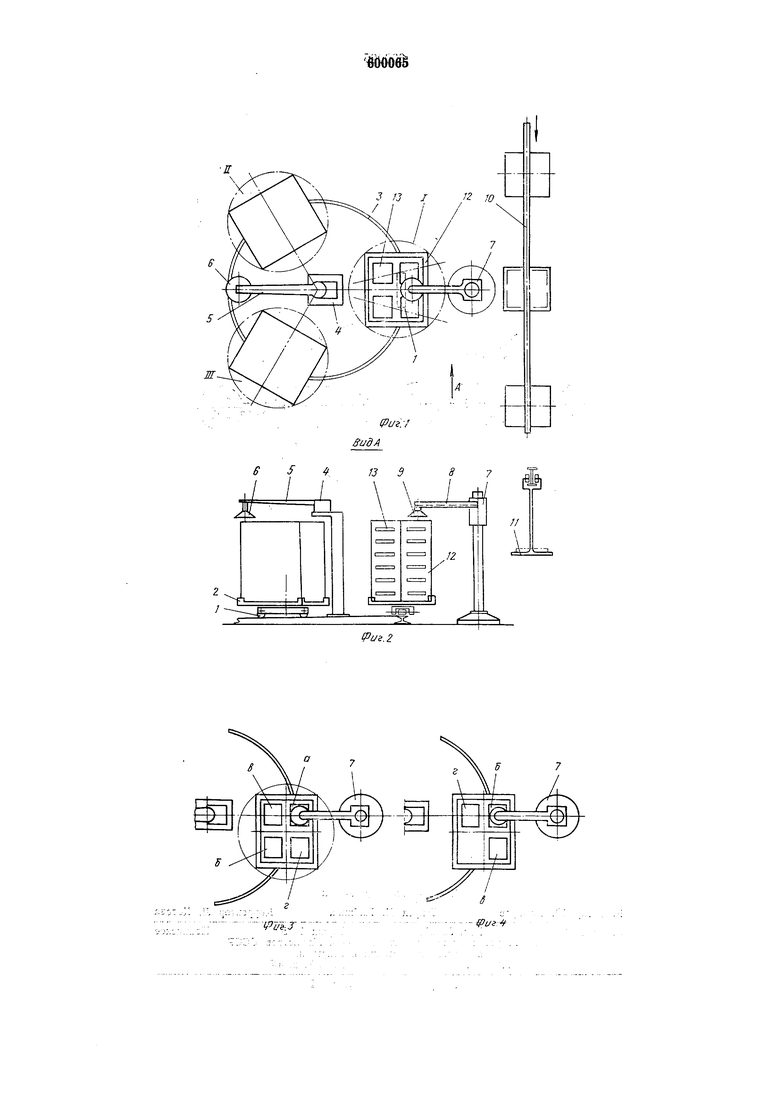
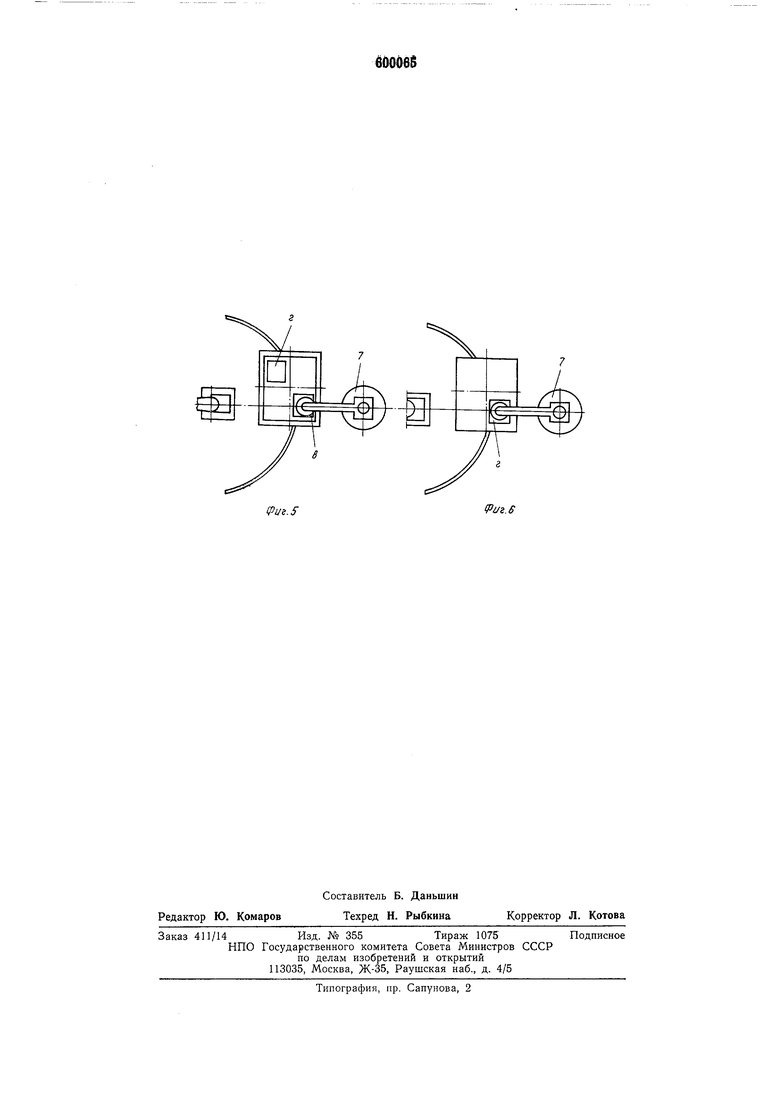
в элемент 2, -Находящийся на ПозйЦйи II, устанавливается контейнер 12 со стеклодеталями 13. Рабочий, вручную вращая элемент 2 вместе с контейнером, .раскрывает его двери и снимает верхнюю крышку с помощью подъемника 4. При этом снятая крышка вращением стрелы 5 переводится на позицию III для установки ее на освобожденный контейнер. После этого элемент 2 конвейера перемещается по ходу часовой стрелки (фиг. 1) и раскрытый контейнер 12 оказывается на позиции I. Затем приводом горизонтальных перемещений элемента 2 на позиции I устанавливают контейнер в положение, указанное на фиг. 3 (при этом элементы на позициях II и III остаются неподвижными). После этого переставитель 7 с помощью захвата 9 поштучно выбирает стеклодетали 13 из столбца а, устанавливая их в поочередно подходящие подвески 11 конвейера 10. После выбора всех изделий в столбце а элемент 2 на позиции I разворачивается на 180° и перед переставителем оказывается столбец б со стеклодеталями (фиг. 4). По окончании перестановки всех деталей этого столбца элемент 2 на позиции I перемещается по горизонтали и контейнер оказывается в положении, представленном на фиг. 5. После перестановки всех деталей столбца в элемент 2 на позиции I разворачивается в обратную сторону на 180° и перед переставителем оказывается столбец г (фиг. 6). После перестановки всех деталей столбца г элемент 2 на позиции I смещается в исходное положение (фиг. 1). Одновременно с работой переставителя 7 и элемента 2 на цозиции I элементы на позициях II и III были неподвижны и в элемент 2 был усгановлен и раскрыт новый контейнер. После извлечения всех стеклодеталей из контейнера на позиции I и раскрытия контейпера на позиции II включается привод и элемент 2, перемещаясь по часовой стрелке, переведет груженый контейнер с позиции II на позицию I, а порожний - с позиции I на позицию III, где он будет закрыт и снят с гнезда конвейера. Формула изобретения Устройство для распаковки контейнеров и выгрузки из них стеклодеталей на подвесной конвейер, содержащее кольцевой путь с тележками, стреловой подъемник и переставитель с вакуумным захватом, отличающееся тем, что, с целью повышения производительности и механизации перегрузочных работ, каждая из тележек снабжена опорным элементом с возможностью его поворота в горизонтальной плоскости, при этом стреловой подъемник установлен внутри кольцевого пути, а переставитель смонтирован между кольцевым путем и подвесным конвейером.
В f 13 Э
ffudA
.-Ь
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузчик стеклоизделий | 1979 |
|
SU810630A1 |
| Проходческий комбайн | 1979 |
|
SU881332A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для транспортирования,электрических испытаний и отбраковки изоляторов | 1984 |
|
SU1317493A1 |
| Устройство для перегрузки изделий | 1977 |
|
SU686953A1 |
| Линия для армирования подвесных изоляторов | 1984 |
|
SU1310911A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362699A1 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
| СПОСОБ ЗАЧИСТКИ ПОДВЕСНЫХ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2397565C1 |
- fpui
