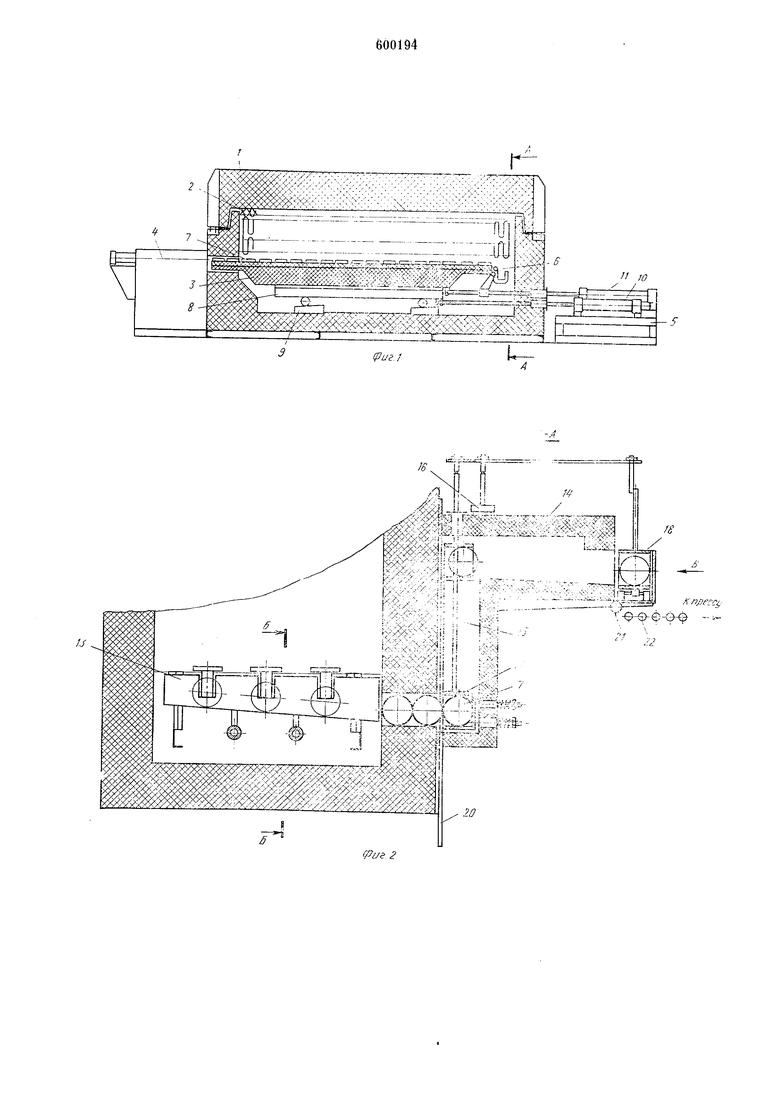
Печь с шагающими балками для нагрева илоских цилиндрических заготовок под горячую деформацию содержит футерованный кожух 1, нагревательные элементы 2, шагаюющие балки 3, механизм загрузки заготовок 4, механизм шагания балок 5 и механизм перегрузки 6 заготовок 7.
Механизм шагания балок 5 в свою очередь состоит из тележки 8, установленной иа стационарные наклонные иаиравляющие 9, гидроцилиндра 10 подъема тележки и гидроцилиндра 11 горизонтального перемещения балок, -посредством ynoipa 12 .с.роликом связан с поворотным лотком 13, имеющим наклонное основание механизма перегрузки 6.
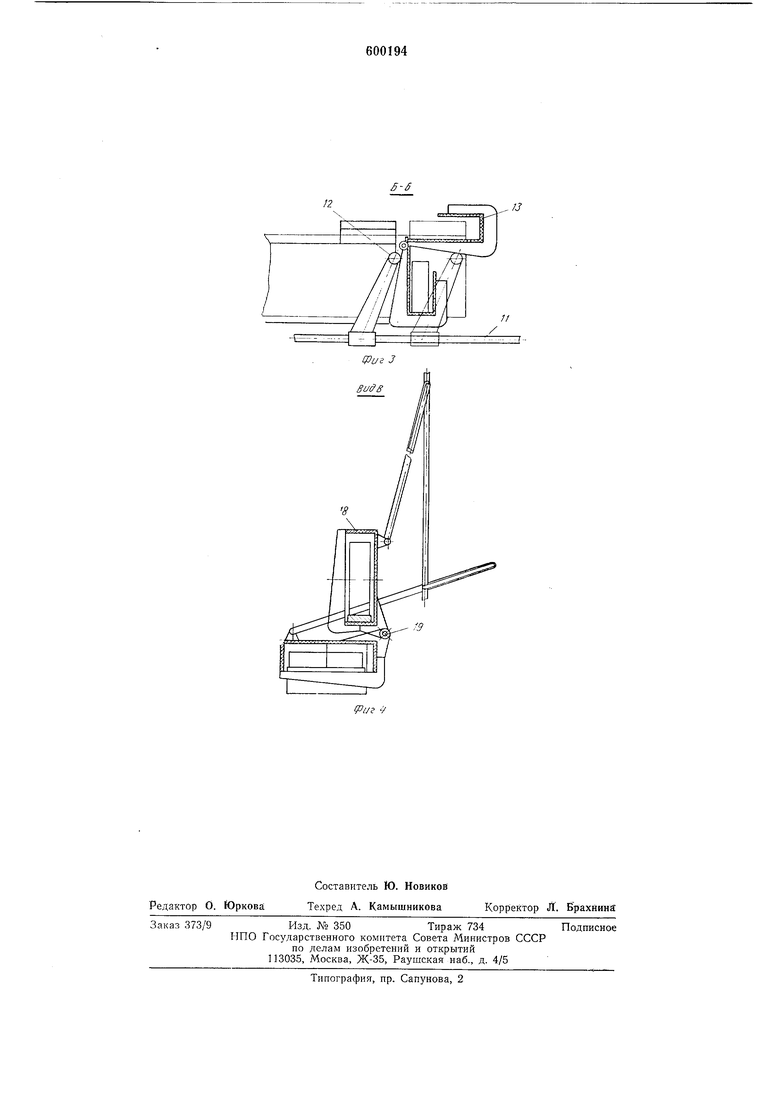
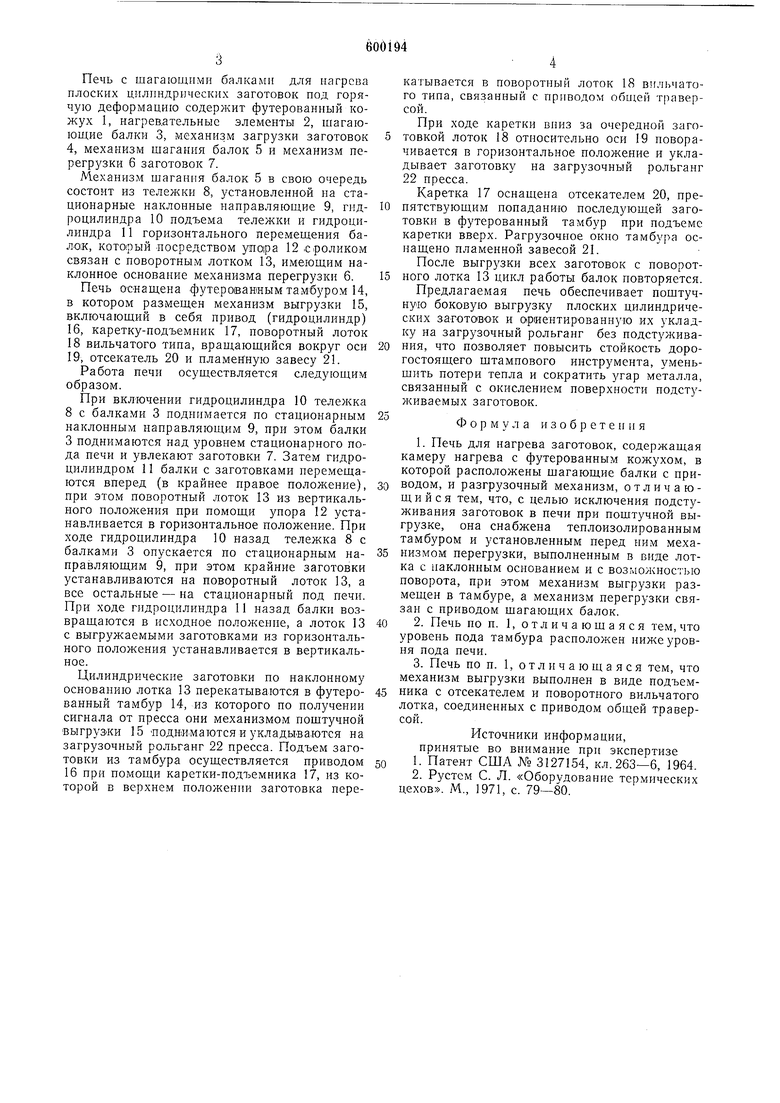
Печь осиащена футерованным тамбуром 14, в котором размещен механизм выгрузки 15, включающий в себя привод (гидроцилиндр) 16, каретку-подъемник 17, поворотный лоток 18 вильчатого типа, вращающийся вокруг оси 19, отсекатель 20 и нламейную завесу 21.
Работа печи осуществляется следующим образом.
При включении гидроцилиндра 10 тележка 8 с балками 3 поднимается по стационарным наклонным направляющим 9, при этом балки 3 поднимаются над уровнем стационарного пода печи и увлекают заготовки 7. Затем гидроцилиндром 11 балки с заготовками перемещаются вперед (в крайнее правое положение), при этом поворотный лоток 13 из вертикального положения при помощи упора 12 устанавливается в горизонтальное положение. При ходе гидроцилнндра 10 назад тележка 8 с балками 3 опускается по стационарным направляющим 9, при этом крайние заготовки устанавливаются на поворотный лоток 13, а все остальные - на стационарный под печи. При ходе гидроцилиндра 11 назад балки возвращаются в исходное положенпе, а лоток 13 с выгружаемыми заготовками из горизонтального положения устанавливается в вертикальное.
Цилиндрические заготовки по наклонному основанию лотка 13 перекатываются в футерованный тамбур 14, из которого по получении сигнала от пресса они механизмом поштучной выгрузки 15 поднимаются и укладываются на загрузочный рольганг 22 пресса. Подъем заготовки из тамбура осуществляется приводом 16 при по.мощи каретки-подъемника 17, из которой в верхнем положении заготовка перекатывается в поворотный лоток 18 вильчатого типа, связанный с приводом общей траверсой.
При ходе каретки вниз за очередной заготовкой лоток 18 относительно оси 19 поворачивается в горизонтальное положение и укладывает заготовку на загрузочный рольганг 22 пресса.
Каретка 17 оснащена отсекателем 20, препятствующим попаданию последующей заготовки в футерованный тамбур при подъеме каретки вверх. Рагрузочное окно тамбура оснащено пламенной завесой 21.
После выгрузки всех заготовок с поворотного лотка 13 цикл работы балок повторяется. Предлагаемая печь обеспечивает поштучную боковую выгрузку плоских цилиндрических заготовок и ориентированную их укладку на загрузочный рольганг без подстуживаВИЯ, что позволяет повысить стойкость дорогостоящего штампового инструмента, уменьшить потери тепла и сократить )гар металла, связанный с окислением поверхности подстул иваемых заготовок.
Формула изобретения
1.Печь для нагрева заготовок, содерл ащая камеру нагрева с футерованным кожухом, в которой расположены шагающие балки с приводом, и разгрузочный механизм, отличающийся тем, что, с целью исключения подстуживания заготовок в печи при поштучной выгрузке, она снабжена теплоизолированным тамбуром и установленным перед ним механизмом перегрузки, выполненным в виде лотка с наклонным основанием и с воз1можност ю поворота, при этом механизм выгрузки размещен в тамбуре, а механизм перегрузки связан с приводом щагающих балок.
2. Печь по п. 1, отличающаяся тем, что уровень пода тамбура расположен ниже уровня пода печи.
3. Печь по п. 1, от л и ч а ю щ а я ся тем, что механизм выгрузки выполнен в виде подъемника с отсекателем и поворотного вильчатого лотка, соединенных с приводом общей траверсой.
Источники информации, принятые во внимание при экспертизе
1. Патент США N 3127154, кл. 263-6, 1964.
2.Рустем С. Л. «Оборудование термических цехов. М., 1971, с. 79-80.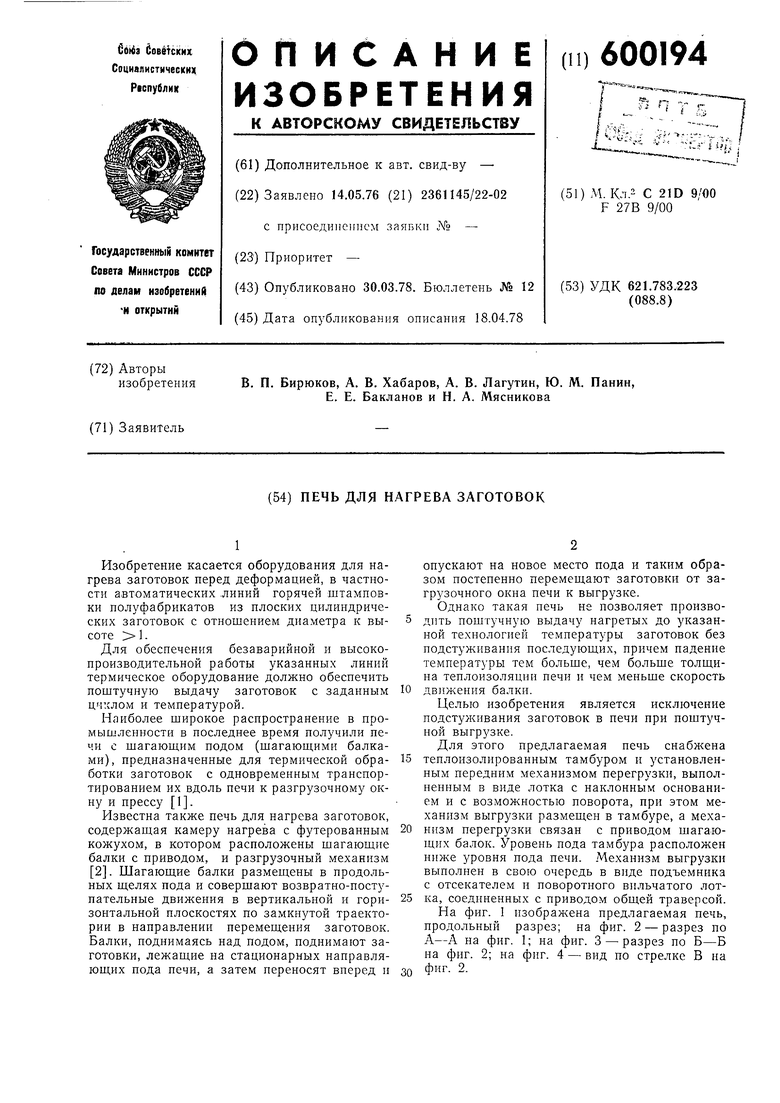
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева заготовок | 1976 |
|
SU663736A1 |
| Печь для нагрева тонких заготовок металла | 1991 |
|
SU1803689A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Кассетный питатель | 1979 |
|
SU792062A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |