хождении очередной заготовки через первую клеть, когда количество заготовок между данной иечыо и первой клетью етана станоситея меньше количества заготовок, время прокатки которых в первой клети стана равно BpeiienH транспортпроваиня заготовки от данной печи к первой клети.
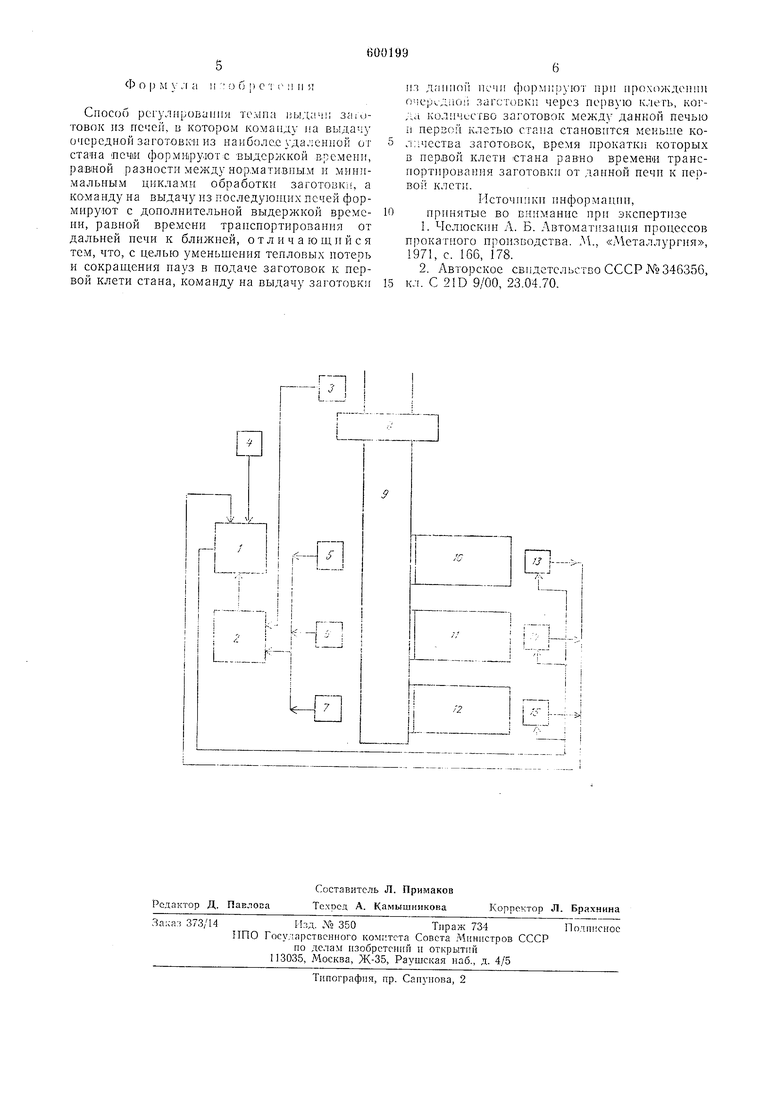
На чертеже представлена блок-схема устройства для осуществления данного способа.
Она состоит из узла 1 формирования сигналов на работу механизмов заготовок из печей, счетчика 2 заготовок, находящихся между печами и первой клетью стана, датчика 3, фиксирующего прохождение заготовки через первую клеть стана, датчика 4 темпа выдачи заготовок, датчиков 5-7, фиксирующих выпадение заготовок из печей, первой клети 8 стана, рольганга 9, транспортирующего заготовки от печей к первой клети, печей 10-12 для нагрева заготовок и устройств 13-15 управления механизмами выдачи заготовок из печей.
При прокатке заготовок, нормативный цикл обработки которых является минимальным, команда на выдачу очередной заготовки из наиболее удаленной от стана печи подается с выдержкой времени, равной минимальному циклу. При прокатке заготовок, нормативный цикл обработки которых больше минимального, команду на выдачу заготовок из наиболее удаленной от стана печи корректируют на величину времени, равную разности между нормативным и минимальным циклами обработки заготовки. Выдача заготовок из печи производится до тех пор, пока количество заготовок на рольганге между печью и первой клетью не станет равно заданному числу заготовок, которое определяется из того расчета, что время прокатки заданного числа заготовок через первую клеть равно времени транспортирования заготовки от данной печи к первой клети. При достижении количества заготовок между печью и первой клетью значения, равного заданному, выдача заготовок из печи прекращается.
Каждая следующая заготовка выдается из печи, когда очередная заготовка прокатывается через первую клеть, тем самым поддерживается задапное число заготовок между печью и первой клетью. В случае, если за один ход толкателя из печи выпадет две или более заготовок, то при прокатке очередиой заготовки через первую клеть выдача заготовки из печи не будет производиться до тех пор, пока количество заготовок между печью и первой клетью не станет меньше заданного числа заготовок для данной печи.
После окончания выдачи заготовок из данной печи сигнал на выдачу очередной заготовки из следующей готовой к выдаче печи формируется с дополнительной выдерлской времени, равной времени транспортирования от дальней печи к печи, из которой будет производиться выдача заготовок. Так как эта печь расположена ближе к первой клети стана, то заданное количество заготовок, поддерживаемое между этой печью и станом, будет меньше, чем в предыдуи1ем случае, так как время транспортирования заготовки от печи к первой клети мепьше. В этом случае выдача
очередной заготовки не будет производиться до тех нор, пока количество заготовок перед первой клетью не станет равно заданному для данной печи количеству заготовок.
Если следующая готовая к выдаче печьрасположена дальше от первой клети стана, то заданное количество заготовок, поддерживаемое между этой печью и станом, будет больше, чем в предыдущем случае.
Выдача заготовок из данной печи начинается сразу после окончания выдачи заготовок из предыдущей печи и продолжается до тех пор, пока количество заготовок между данной печью и первой клетью стапа не станет равно заданному для данной печи числу заготовок.
В случае колебания скорости прокатки заготовок через первую клеть заданное количество заготовок автоматически корректируется в функции изменения скорости прокатки заготовок.
Приведенная блок-схема отражает устройство для осуществлений предлагаемого способа регулирования темпа выдачи заготовок из печей. Па ней представлены три печи 10-12, из
которых заготовки выдаются на рольганг 9. По нему они транспортируются к первой клети стана 8. Датчики 5-7 фиксируют выпадение заготовок из каждой печи. Информация о количестве выданных из печей заготовок подается в счетчик 2, в который посту.чает также информация от датчика 3, фиксирующего прохождение заготовок через первую клеть 8. Таким образом, счетчик 2 контролирз ет количество заготовок, находящихся в данный момент времени перед первой клетью 8. Информация со счетчика 2 поступает в узел 1 формирования сигналов на работу механизмов выдачи заготовок из печей. Здесь она сравнивается с информацией, поступающей от датчика 4 темпа выдачи заготовок. Задатчик 4 в функции скорости прокатки и величины вытяжки па первой клети 8 выдает информацию , о заданном количестве заготовок, которое необходимо поддерживать между печью, из которой в данный момент выдаются заготовки, и первой клетью 8 для ритмичной работы стана. Сигналы с узла 1 с необходимыми выдержками времени поступают на устройство 13-15 управления механизмами выдачи заготовок из печей. В свою очередь информация о готовности печей 10-12 к выдаче заготовок с устройств 13-15 управления механизмами выдачи поступает в узел I формирования сигналов.
Основным преимуществом изобретения является уменьшение тепловых потерь и сокращение пауз в подаче заготовок к первой клети стана. Это позволяет сократить расход энергии на обработку заготовок и увеличить
производительность стана в целом.
Ф о р м у ;г а м : о б р с т
п
Способ регулирования темпа 15Ь дач:1 заштовок из печей, в котором команду на выдачу очередной заготовки из наиболее удаленной от eTaiia печи формИ|руют с выдержкой времени, равной разноети между нор.мативпым и минимальным циклами обработки заготовки, а кОманду на выдачу из последующих печей формируют с дополнительной выдержкой времени, равной времени транспортирования от дальней печи к ближней, отличающийся тем, что, с целью уменьщеиия тепловых потерь и сокращения науз в подаче заготовок к первой клети стана, команду на выдачу заготовки
ил д;и1иой иечи формирчют ири прохождении очер Д110 загстовкп через первую клеть, ког;-а колпчеетво заготовок между данной печью 11 первой клетью етапа становится меньше количества заготовок, время прокатки которых в иер,вой клети стана равно времени транспортирования заготовки от данной печп к нервой клети.
Источипки ииформацгщ, иринятые во внимание ирп экспертизе
1.Челюскпп А. Б. Автоматизация цроцессов прокатного цроизводства. У... «Металлургия, 1971, с. 166, 178.
2.Авторское свидетельство СССР A 346356, кл. С 2Ш9/00, 23.04.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Способ управления темпом выдачи заготовок из печей | 1978 |
|
SU753508A2 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВЫДАЧИ ЗАГОТОВКИИЗ ПЕЧИ | 1972 |
|
SU346356A1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ КОЛИЧЕСТВА ЗАГОТОВОК МЕЖДУ ПРИЕМНЫМ РОЛЬГАНГОМ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ И РОЛЬГАНГОМ КЛЕТИ СТАНА | 1995 |
|
RU2082997C1 |
i1
. J I I
,.;
un
/7
