Изобретение относится к области металлургии, а именно к способам регулирования скорости выдачи заготовки из печи перед ее обработкой.
Известен способ регулирования скорости выдачи заготовки из печи перед ее обработкой, включающий подачу сигнала на включение механизма выдачи.
Для сокращения тепловых потерь и автоматизации коррекции скорости выдачи при колебаниях производительности стапа предлагается сигнал на выдачу очередной заготовки из наиболее удаленной от стана печи формировать с выдержкой времени, равной разности между нормативным и номинальным циклами обработки, а сигнал на выдачу из последующих печей формировать с дополнительной выдержкой времени, равной времени транспортирования от дальней печи к ближней.
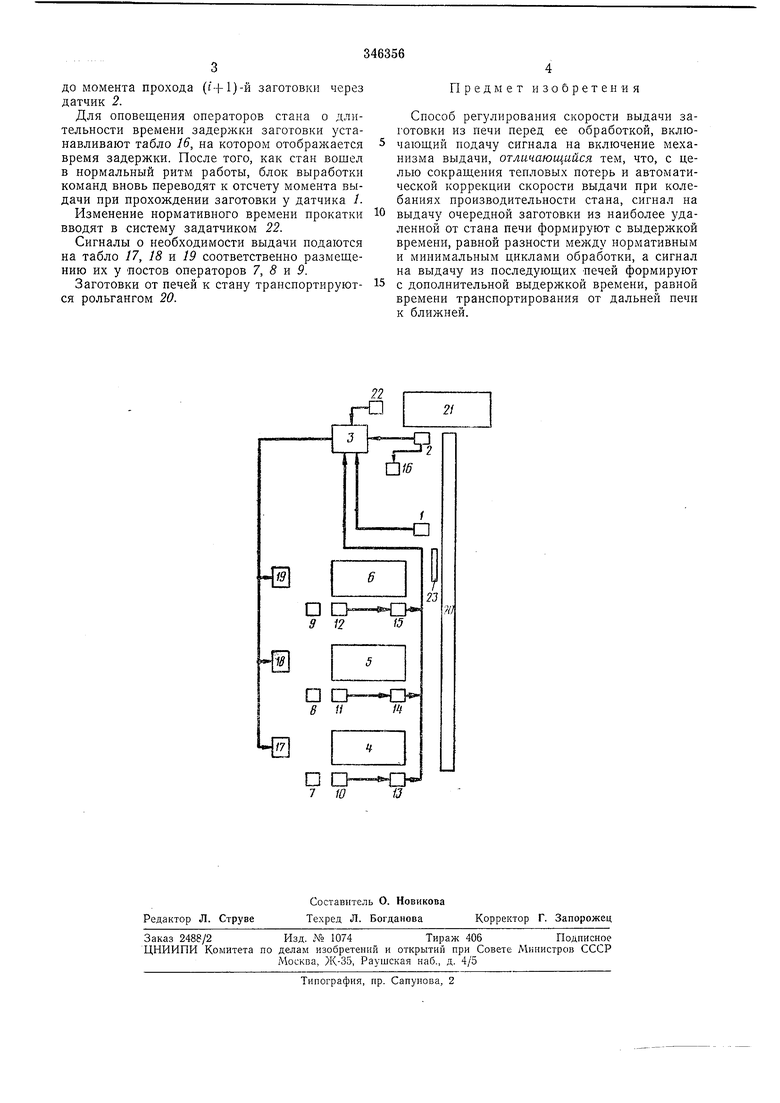
На чертеже представлена блок-схема устройства для осуществления предлагаемого способа.
Она состоит из датчиков У и 2 прохождения заготовки; блока 3 выработки команд; печей 4, 5 VL 6; постов 7, 8 н 9 операторов; органов управления выдачей 10, 11 и 12 датчиков 13, 14 и 15 механизмов выдачи; цифрового табло 16; световых табло 17, 18 и 19 команд выдачи; транспортного рольганга 20 клети стана 21; задатчика времени 22.
Прохождение заготовки 23 фиксируется датчиками / и 2, которые соединены с блоком выработки команд. В блок вводится выдерл ка времени задатчиком, выход блока соединен с табло 17, 18 и 19. Сигнал на выполнение команд формируют датчики 13, 14 и 15, которые соединяются с блоком выработки команд.
При прохождении t-й заготовки около датчика / в блоке выработки команд фиксируется сигнал на выдачу (1+1)-й заготовки из самой дальней печи 4 с интервалом времени, равным разности между нормативным и минимальным циклами прокатки.
В том случае, если команда на выдачу из дальней печи не выполняется, команду с интервалом времени, равным времени транспортирования между -печами 4 5 или 5 и б передают на выдачу металла из печи 5 или 6. Команды подают соответственно на пост 7, 8 или 9 оператора, а сигнал о вьшолнени команды формируется в блоке 3 по положению органов управления выдачей 10, 11, 12 и датчиков 13, 14 и 15, фиксирующих выдачу.
Если после выдачи (г+1)-й заготовки i-я заготовка не была принята на прокат в стан 21 вследствие каких-либо задержек, что фиксируется датчиком 2, формирование команды
до момента прохода (г+1)-й заготовки через датчик 2.
Для оповещения операторов стана о длительности времени задержки заготовки устанавливают табло 16, на котором отображается время задержки. После того, как стан вошел в нормальный ритм работы, блок выработки команд вновь переводят к отсчету момента выдачи при прохождении заготовки у датчика 1.
Изменение нормативного времени прокатки вводят в систему задатчиком 22.
Сигналы о необходимости выдачи подаются на табло 17, 18 и 19 соответственно размещению их у ПОСТОВ операторов 7, 8 и 9.
Заготовки от печей к стану транспортируются рольгангом 20.
Предмет изобретения
Способ регулирования скорости выдачи заготовки из печи перед ее обработкой, включающий подачу сигнала на включение механизма выдачи, отличающийся тем, что, с целью сокращения тепловых потерь и автоматической коррекции скорости выдачи при колебаниях производительности стана, сигнал на
выдачу очередной заготовки из наиболее удаленной от стана печи формируют с выдержкой времени, равной разности между нормативным и минимальным циклами обработки, а сигнал на выдачу из последующих печей формируют
с дополнительной выдержкой времени, равной времени транспортирования от дальней печи к ближней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Способ регулирования темпа выдачи заготовок из печей | 1976 |
|
SU600199A1 |
| Способ управления темпом выдачи заготовок из печей | 1983 |
|
SU1145042A1 |
| Способ управления темпом выдачи заготовок из печей | 1978 |
|
SU753508A2 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
