споргирования предыдушеЯ и выдаваемой заготовки от первой клети стана до узкого звена для предыдущей заготовки.
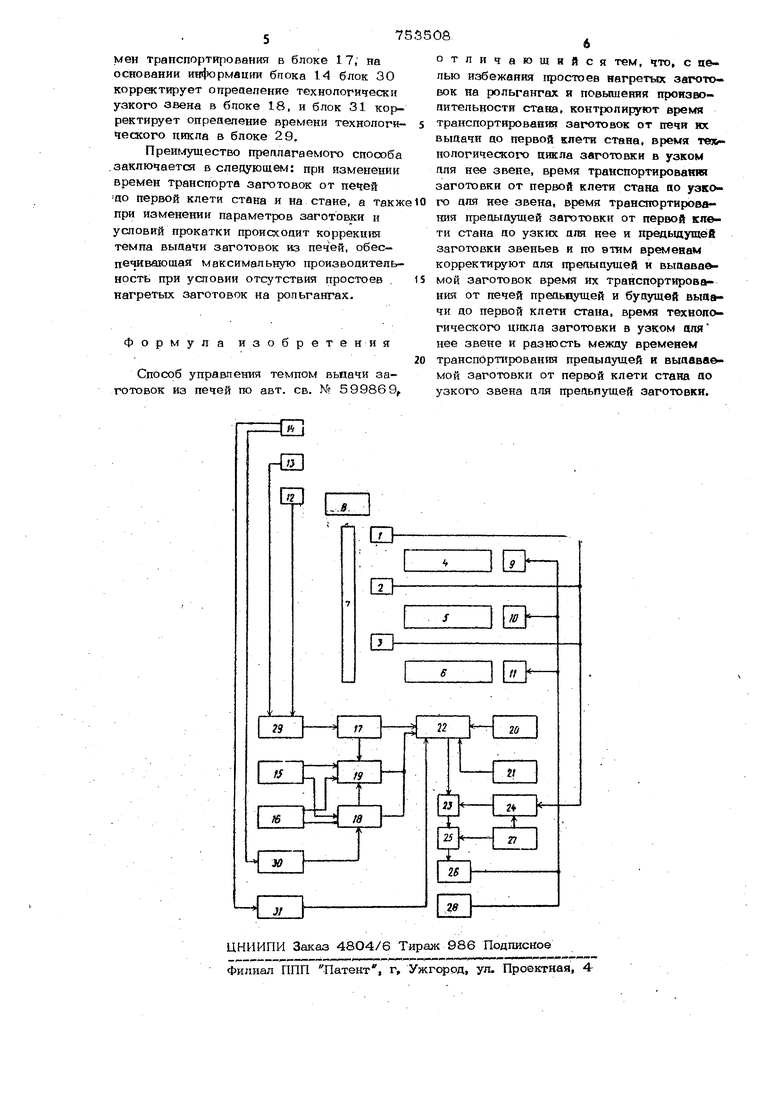
На чертеже представ 1ена блок-схема устройства для осуществления предпопа гаемого способа.
Устройство состоит из датчиков 1-3 выдачи заготовок из печей, расположен-. ных соответственно у окон выдачи печей 4-6, подающего рольганга 7, перемещающего нагретые заготовки к клетям стана 8. Выдача заготовок из печей происходит при подаче команды на органы 9 11 управления выдачей.
Блок 12 контролирует йремя транспорта заготовок от печей ик выдачи до первой клети стана,, блок 13 контролирует время транспорта заготовки от первой клети стана до узкого звена для нее и до узкого звена для предыдущей заготовки, блок 14 контролирует время технологического цикла (время прокатки и паузы) заготовки в узком для нее звене.
Выработка команды на выдачу заготовки из печей происходит на основании информации с блока 15 задания скорости прокатки в клетях стана, блока 16 задания параметров предыдущей заготовки, блока 17 задания времени транспортирования заготовки на подающих и -промежуточных рольгангах. В блоке 18 опреде ляется технологически узкое звено, в блоке 19 определяется разность времени транспортирования заготовки соответственно от печей предыдущей и будущей выдачи до первой клети стана. Сформированные в блоках 17 и 18 времена, а также время с блока 2О задания паузы в работе узкого звена и блока 21 задания последовательности выдачи за- , готовок И(3 печей поступают в блок 22 расчета времени выдержки, время которого суммируется в сумматоре 23 с временем с блока 19 или с блока 24 подачи сигнала на выдачу первой заготовки из печей, и время с сумматора поступае в блок 25 сравнения, который подает команду в блок 26 автоматической выработки команд на выдачу заготовки при совпадении продолжительности времени после выдачи предыдущей заготовки, сфомированной в задатчике 27 времени с временем на сумматоре 23. Команда на выдачу из печей заготовки может поступать также с блока 28 ручной выработки команд.
В cooTBeTCTBifif с информацией о времени транспорта заготовки на рольгангах, поступающей от блоков 12 и 13, в блоке 29 вычисляется коэффициент адаптации ожидаемого времени транспорта к реальному, который затем вводится в блок 17.
В блоке 30 на основании информации, поступающей из блока 14, корректируется определение технологически узкого звена, которое затем вводится в блок 18
В блоке 31 на основании информации, поступающей от блока 14, вычисляется коэффициент адаптации ожидаемого времени цикла к реальному, который, в свою очередь, поступает в блок 22.
Устройство реализует предложенный способ следующим образом. В начальный момент оператор стана вручную с блока 24 подает сигнал на вьпачу из печей первой заготовки и вводит в блоки 21 и 2О соответственно последовательйость выдачи заготовки из печей и паузы в работе технологически узкого звена.
Команда на выдачу очередной заготовки из наиболее удаленной от стана печи поступает с блока 26 при совпааания времени задатчика 27 времени и времени на сумматоре 23. На сумматоре время Бьщачи предыдущей заготовки суммируется с временем выдержки, сформированным в блоке 22. Время выдержки в блоке 22 формируется спедующим образом. Лпя преаыдущей заготовки в блоке 18 на основании информации с блоков 15 и 16 определяется технологически узкое звено, как звено цикл обработки заготовки в котором максимален, и в блоке 22 суммируются времена цикла обработки предыдущей заготовки в- этом звене, времена прокатки и паузы в работе звена, и времена ее транспортирования от печи, где она нагревалась до этого звена и вычитается время транспортирования выдаваемой заготовки от наиболее удаленной от стана печи к узкому зьену на стане для предыдущей заготовки. При поступлении с блока 21 команды о ггоспедовательности выдачи заготовок из печей команда на .выдачу с бпока 26 поступает при совпадении времени блока 27 и суммы трех времен, равных времени выдачи предыдущей заготовки, времени выдержки и времени транспортирования от наиболее удапенной от стана печи к последующей. После прохождения заготовки по линии печи - стан, на основании информации с блоков 1 2 и 13, блок 29 корректирует задания вре
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Способ регулирования темпа выдачи заготовок из печей | 1976 |
|
SU600199A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| Система управления темпом прокатки | 1978 |
|
SU697215A1 |
