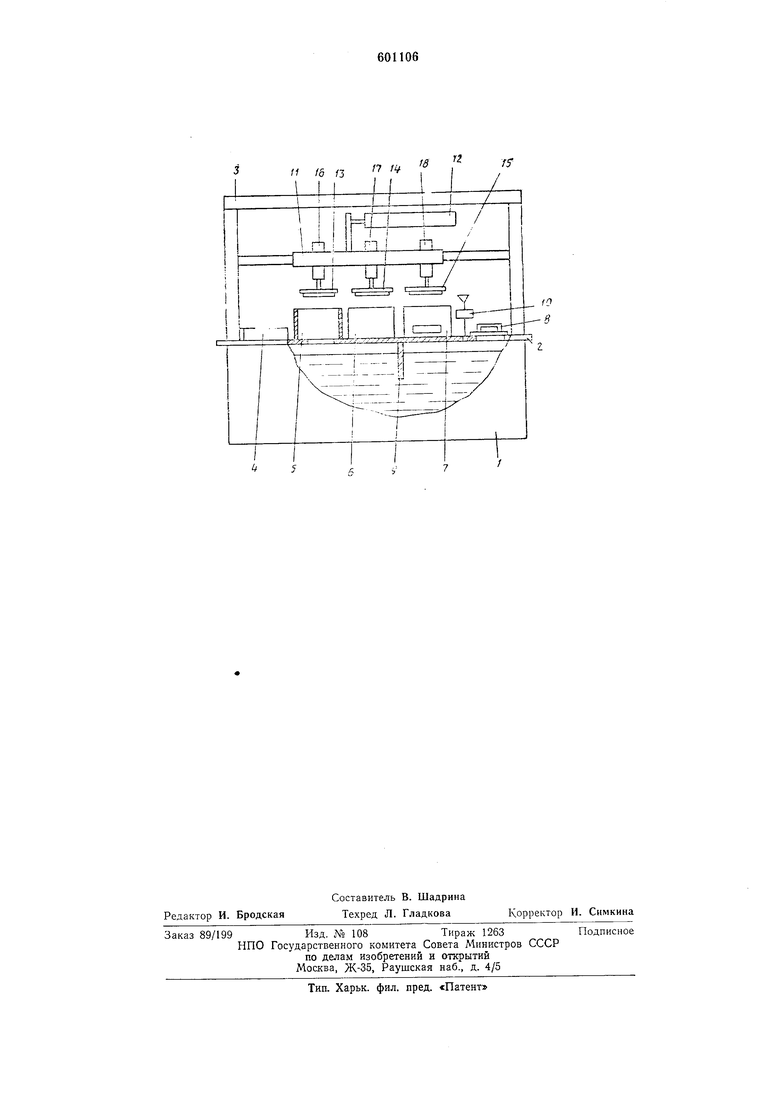
сооощается с атмосферой, а вторая полость (на чертеже оправа) сверху герметично закрыта и соединена с клапаном 10 быстрого выхлопа. В верхней раме на скалках смонтироваН траспортпый блок //, который может перемещаться в горизонтальном направлении лри помощи лривода 12, за.ннмая два крайних положения. На транспортном блоке установлены захватывающие устройства 13- 15, которые могут .перемещаться в вертикальном направлении посредством соответствующих приводов 16-.18. Устройство работает следующим образом. Обрабатываемые детали подаются па устройство орИ1епта|Ции 4. Транспортный блок .11 с поднятыми захватывающими устройствами 13-15 выдвигается приводом 12 на позицию загрузки, затем привод 16 опускает захватывающее устройство 13 на детали, подлежащие обработке, они забираются захватывающим устройством и поднимаются приводом 16 в верхнее положение. Одновременно при транспортрвровке обрабатываемых деталей подается воздух через клапан JO быстрого выхлопа в с НИМ лоло€ть емкости /. соединенную с «им лолость емкости /. Уровень электролита полости, соедииенной с клапапом быстрого выхлопа, начнет понижаться, а в лолости, соединенной с камерой обработки 5, - повышаться. Транспортный блок 11 приводом 12 лервместится на рабочую позицию (на чертеже правое крайнее положение). Привод 16 опустит обрабатываемые детали в камеру обработки 5, выставив их относительно катодов-инст.рументов. Емкость / залолияется электролитом так1им образом, чтобы при понижении уровня электролита до нижнего .края перегородки 9 одной полости, в другой уровень электролита, заполнив камеры обработки 5, поднялся бы выше обрабатываемых деталей. Воздух, вытеснив электролит, начнет переходить в виде пузырей через нижний край перегородки 9 и через камеру обработки 5 в атмосферу. Включается технологический ток. С обрабатываемых деталей снимаются заусенцы, притупляются острые кромки. Одновременно на загрузочную позицию лодаются новые детали. После окончания o6pa6oTtdi-i прекращается подача технологического тока и воздуха. Обрабатываемые детали остаются на нижних катодных устройствах в камере обра1ботки 5. Захватывающее устройство 13 приводом 16 поднимается в верхнее положение. Затем клапан 10 быстрого выхлопа соединит полость емкости / с атмосферой. Уровень электролита в обеих полост1ях установится один и тот же и станет ниже обрабатываемых деталей. Циклы повторяются с последовательным подключением к работе захватывающих устройств 14 с приводом 17 и устройств 15 с приводом 18 лри прохождении обрабатываемых деталей соответственно камеры мойки 6, камеры сушки 7. Наличие перегородки, делящей емкость электролита верхней части на дзе полости, позволяет, когда нет обработки, располагать обрабатываемые детали выше уровня электролита, а в процессе обработки при подаче воздуха через клапан быстрого выхлопа в закрытую сверху полость за счет вытеснения из нее электролита воздухом до нижнего края перегородки поднимать уровень электролита выше обрабатываемых деталей в другой полости, открытой сверху. Носле обработки подача воздуха прекращается и полость, в которой был вытеснен электролит, соединяется клаланом быстрого выхлопа с атмосферой. Уровень электролита в обеих полостях выравнивается и становится ниже обрабатываемых деталей. В результате этого улучшаются условия обслуживания зоны обработки. Воздух, перетекающий в электролите чеР з нижний край перегородки из одной полости в другую, создает в зоне обработки вертикальные потоки из воздушных пузырей. Вследствие этого создаются одинаковые условия обработки ло всей обрабатываемой | ромке детали независимо от ее геометрической формы. Обработка может вестись в нейтральных электролитах. При испытании станка был получен равномерный съем металла с обрабатываемых кромок деталей независимо от их геометрической формы при обработке в нейтральных электролитах. Формула изобретения Станок для элект1рохимического снятия заусенцев, содержащий привод, .камеру о бработки с прокачкой воздуха, емкость для электролита, катод-инстру.мент и транспортный узел, отличающийся те.м, что, с целью повышения качества обработки гео)метрически различных поверхностей в нейтральных электролитах, верхняя часть емкости для электролита выполнена в виде двух сообщающихся между собой полостей, одна из которых открыта, расположена выше уровня электролита и служит камерой обработки, а вторая в верхней части герметично закрыта, снабжена клапаном быстрого выхлола и взаимодействует с камерой обработки лри лодаче воздуха. Источник информации, принятый во внимание лри экспертизе: Японии № 47-13288, кл. 1. Патент 12А63, 1972.
tl td f3 7 V
rZ
/3
r
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
| Устройство для электрохимического снятия заусенцев | 1986 |
|
SU1349916A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Устройство для электрохимической обработки тел вращения в свободном абразиве | 1974 |
|
SU552163A1 |
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU592559A1 |
| Электролит для электрохимической обработки алюминия и его сплавов | 1976 |
|
SU618237A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОИМПУЛЬСНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2396362C1 |
| Способ охлаждения электролитов цинкового производства | 1980 |
|
SU1055779A1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Устройство для электрохимического снятия заусенцев | 1987 |
|
SU1437170A2 |
Ldl-iLriJD- /
