Изобретение относятся к подвесным манипуляторам и кантователям и может быть применено в любой отрасли машнностроення.
Известен подвесной манипулятор, содержащий на монорельсовых тележках подъемноопускной захват 1.
Недостатками этой конструкции являются затрудненный захват изделия и ручное перемещение захратных органов вдоль монорельса.
Известен подвесной манипулятор, содержащий тележки, несущие подвески с-захватами, приводы вертикального перемещения и поворота изделия (2).
Недостатком известного подвесного манипулятора - является невозможность оперировать захватами одновременно, что снижает производительность труда. Положения одного из захватов строго ограничены расположением отверстий под фиксатор, который крайне ненадежен.
Цель изобретения - расширение возможностей применения подвесного манипулятора и повышение производительности.
Для этого на тележках установлены приводные звездочки с автономным приводом, подвески с захватами снабжены общим приводом продольного перемещения, выполненным в виде бесконечной приводной цепи, огибающей приводные звездочки на тележках, и сблокированным с приводом сборочного конвейера.
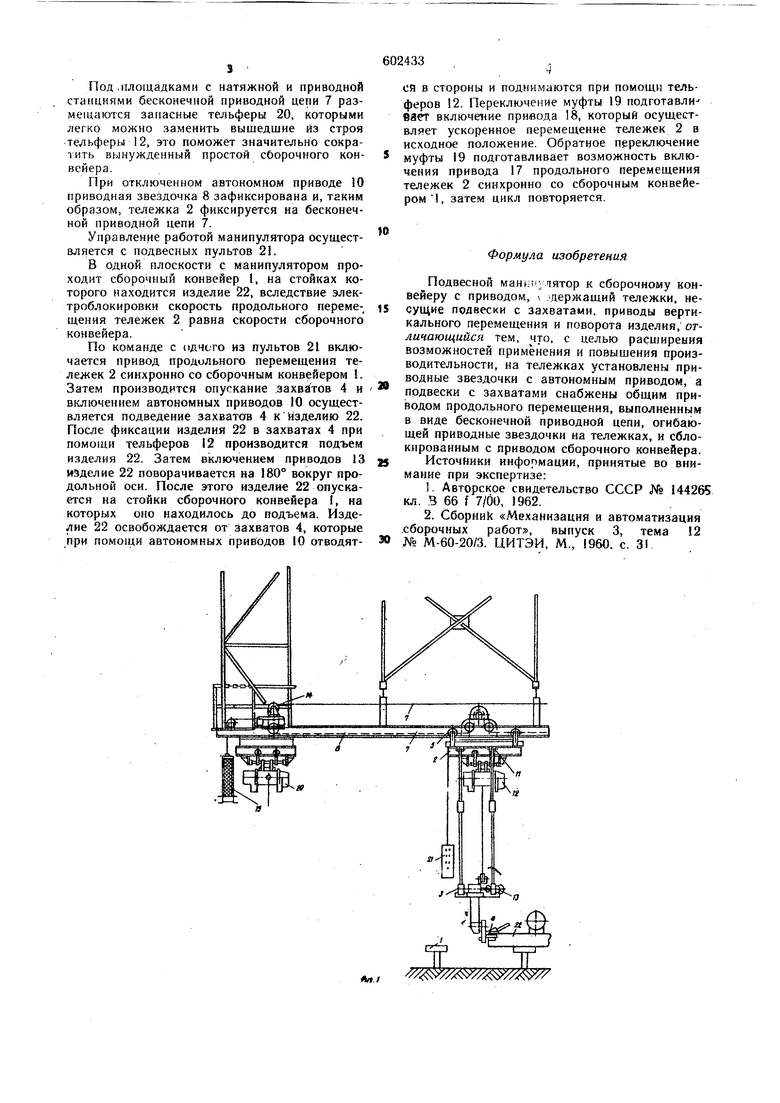
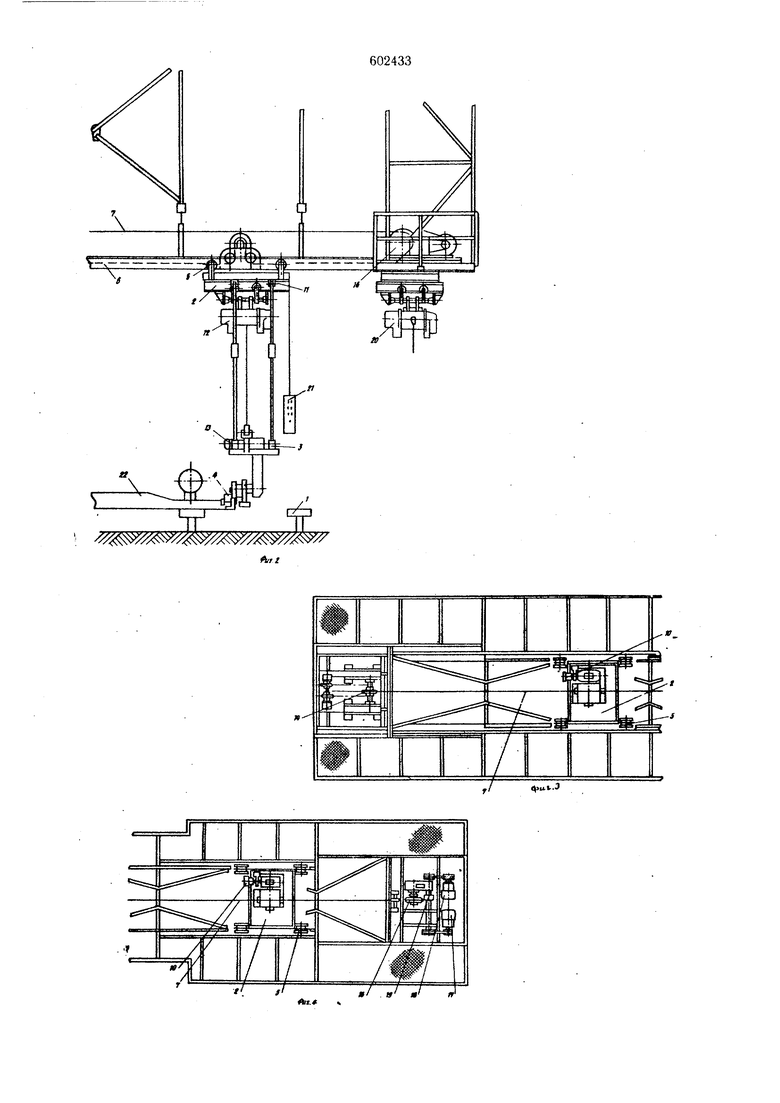
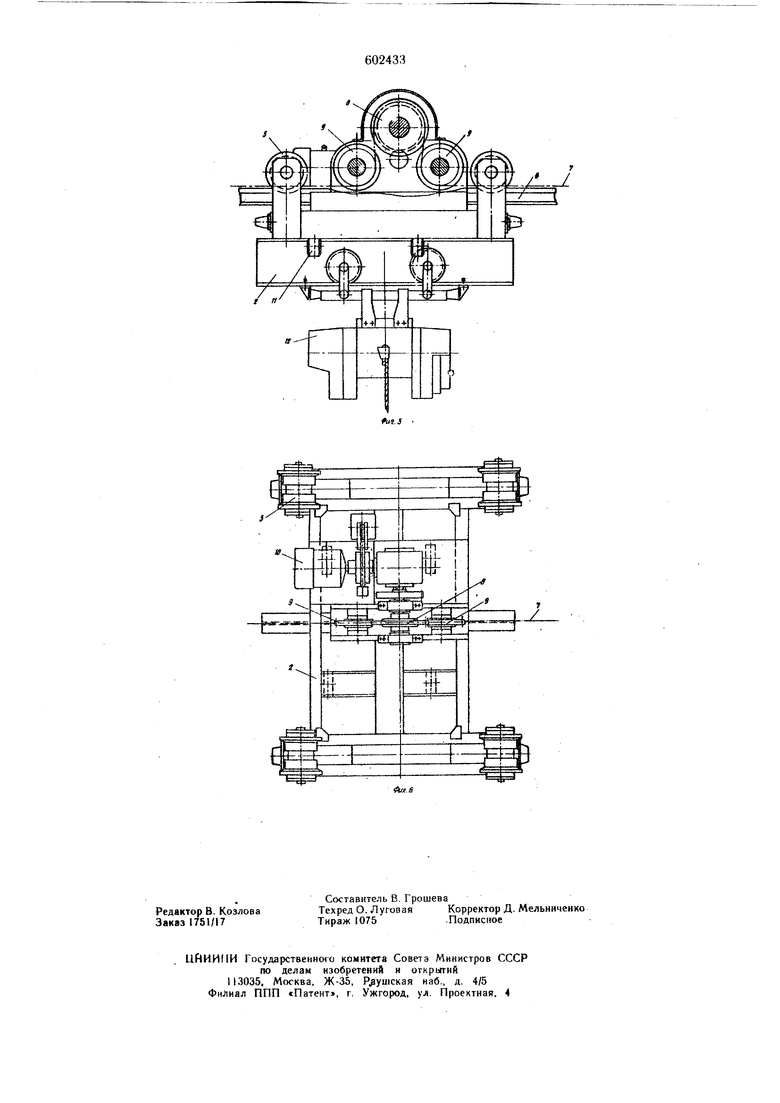
На фиг. 1 показан манипулятор, левая часа, общий вид; на фиг. 2 - то же, правая часть, общий вид; на фиг. 3 -- то же, левая часть, вид сверху; на фиг. 4 - то же, правая часть, вид сверху; на фиг. 5 - тележка с приводом и фрагментом приводной бесконечной цепи; на фиг. 6 - тележка с приводом, вид сверху. Подвесной манипулятор к сборочному конвейеру 1 с приводом содержит тележки 2, несущие подвески 3 с захватами 4, установленными катками 5 на подвесных направляющих 6. Бесконечная приводная цепь 7 огибает приводную звездочку 8 при помощи отк.аоняющих звездочек 9. Приводная звездочка 8 снабжена автономным приводом 10. Подвески 3 крепятся к тележкам 2 за проущины И. На каждой тележке 2 установлен тельфер 12 для подъема - опускания захватов 4. На каждой подвеске установлен привод 3 поворота изделия. Бесконечная приводная цепь 7 с одной стороны огибает натяжение звездочки 14, оттянутые противовесом 15 а с другой стороны - приводную звездочку 16, которая снабжена приводами 17 и 18. Очередность работы этих приводов устанавливается при помон1и электромагнитной муфты 19.
Под .площадками с натяжной и приводной станциями бесконечной приводной цепи 7 размещаются запасные те; ьферы 20, которыми легко можно заменить вышедшие из строя тельферы 12, это поможет значительно сократить вынужденный простой сОорочного конвейера.
При отключенном автономном приводе 10 приводная звездочка 8 зафиксирована и, таким образом, тележка 2 фиксируется на бесконечной приводной цепи 7.
Управление работой манипулятора осуществляется с подвесных пультов 21.
В одной плоскости с манипулятором проходит сборочный конвейер 1, на стойках которого находится изделие 22, вследствие электроблокировки скорость продольного переме- щения тележек 2 равна скорости сборочного конвейера.
По команде с одчсто из пультов 21 включается привод продольного перемещения тележек 2 синхронно со сборочным конвейером . Затем производится опускание захватов 4 и включением автономных приводов 10 осуществляется подведение захватсш 4 к изделию 22. После фиксации изделия 22 в захватах 4 при помощи тельферов 12 производится подъем изделия 22. Затем включением приводов 13 изделие 22 поворачивается на 180° вокруг продольной оси. После этого изделие 22 опускается на стойки сборочного конвейера I, на которых оно находилось до подъема. Изделие 22 освобождается от захватов 4, которые при помощи автономных приводов 10 отводятся в стороны и поднимаются при помощи тельферов 12. Переключение муфты 19 подготавли-еает включение привода 18, который осуществляет ускоренное перемещение тележек 2 в исходное положение. Обратное переключение муфты 19 подготавливает возможность включения привода 17 продольного перемещения тележек 2 синхронно со сборочным конвейером, затем цикл повторяется.
Формула изобретений.
Подвесной MaHt;i ; лятор к сборочному конвейеру с приводом, держащий тележки, несущие подвески с захватами, приводы вертикального перемещения и поворота изделия, огличающийся тем, что, с целью расширения возможностей применения и повышения производительности, на тележках установлены приводные звездочки с автономным приводом, а подвески с захватами снабжены общим приводом продольного перемещения, выполненнь1м в виде бесконечной приводной цепи, огибающей приводные звездочки на тележках, и сблокированным с приводом сборочного конвейера.
Источники информации, принятые во внимание при экспертизе:
. Авторское свидетельство СССР № 14426 кл. 3 66 f 7/00, 1962.
2. Сборник «Механизация и автоматизация .сборочных работ, выпуск 3, тема 2 № М-60-20/3. ЦИТЭИ, М., I960. с. 3)
;
fill t
. /
Aa.
fl«fU-lJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перегрузки изделий | 1982 |
|
SU1065316A1 |
| Устройство для передачи штучных грузов | 1981 |
|
SU971745A1 |
| Камера-термос для дозирования железобетонных изделий | 1961 |
|
SU143344A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| Конвейер для складов напольного хранения зерна | 1982 |
|
SU1065310A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Подвесной конвейер | 1990 |
|
SU1728091A1 |
Aa.g
