(54) ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОФОРЕЗОМ
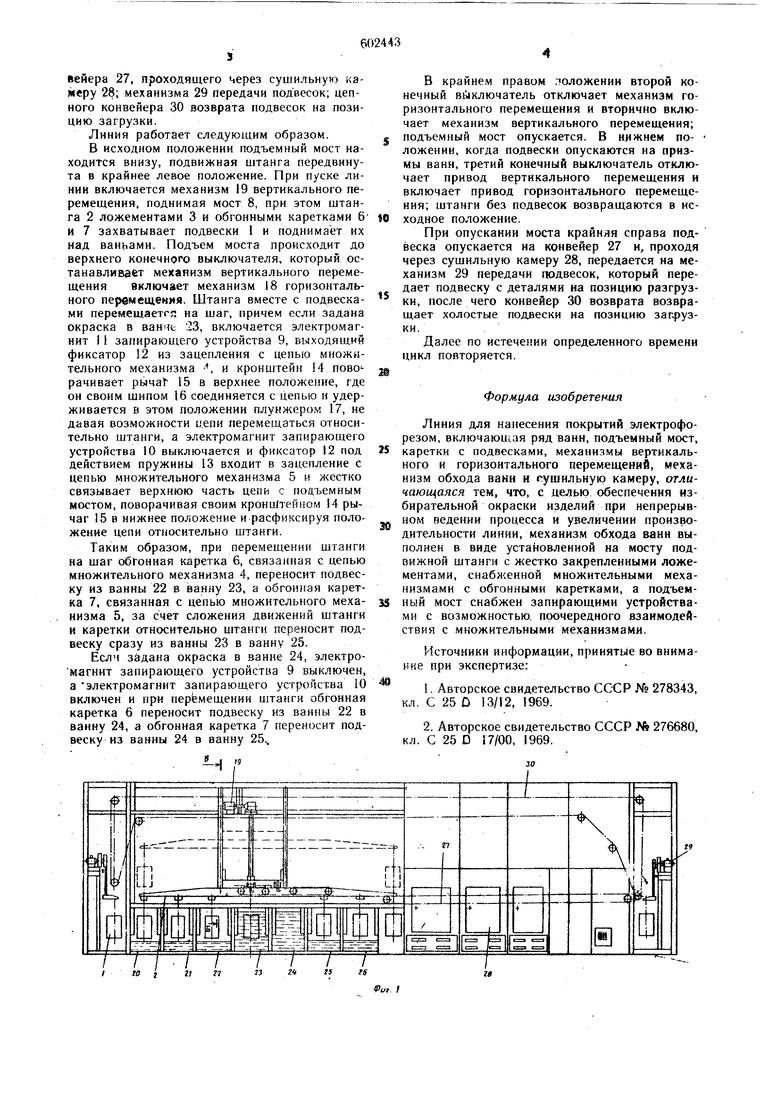
вейера 27, проходящего через сушильную камеру 28; механизма 29 передачи подвесок; цепного конвейера 30 возврата подвесок на позицию загрузки.
Линия работает следующим образом.
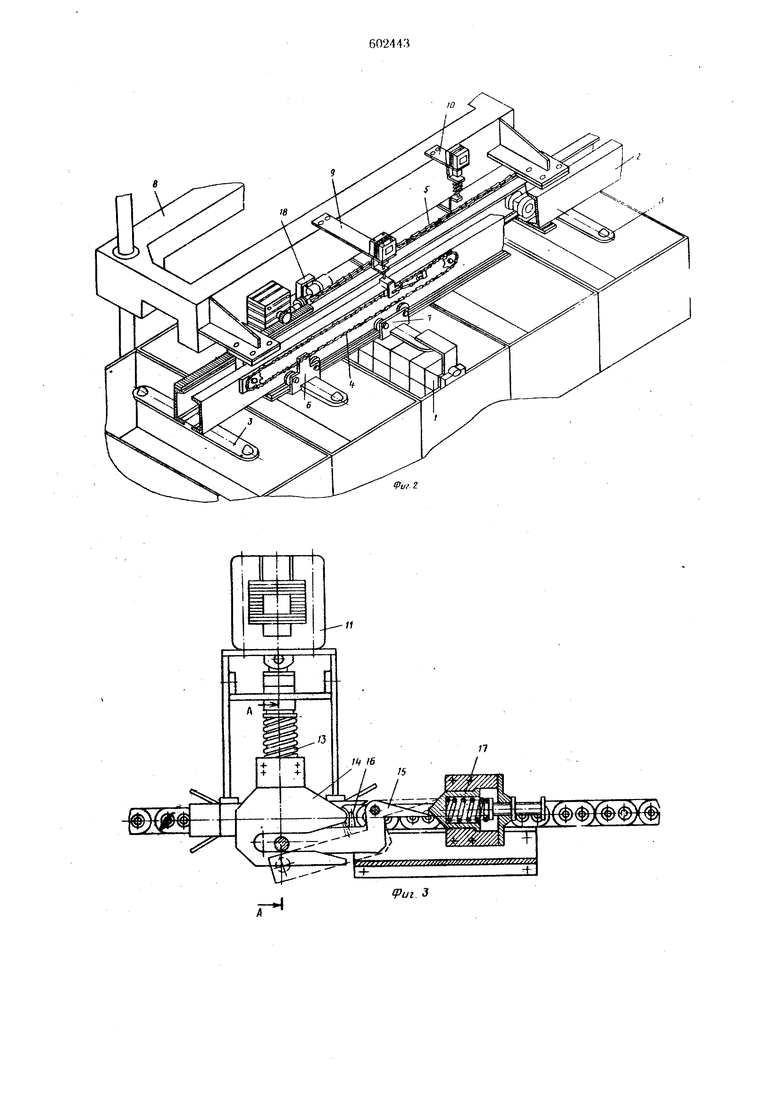
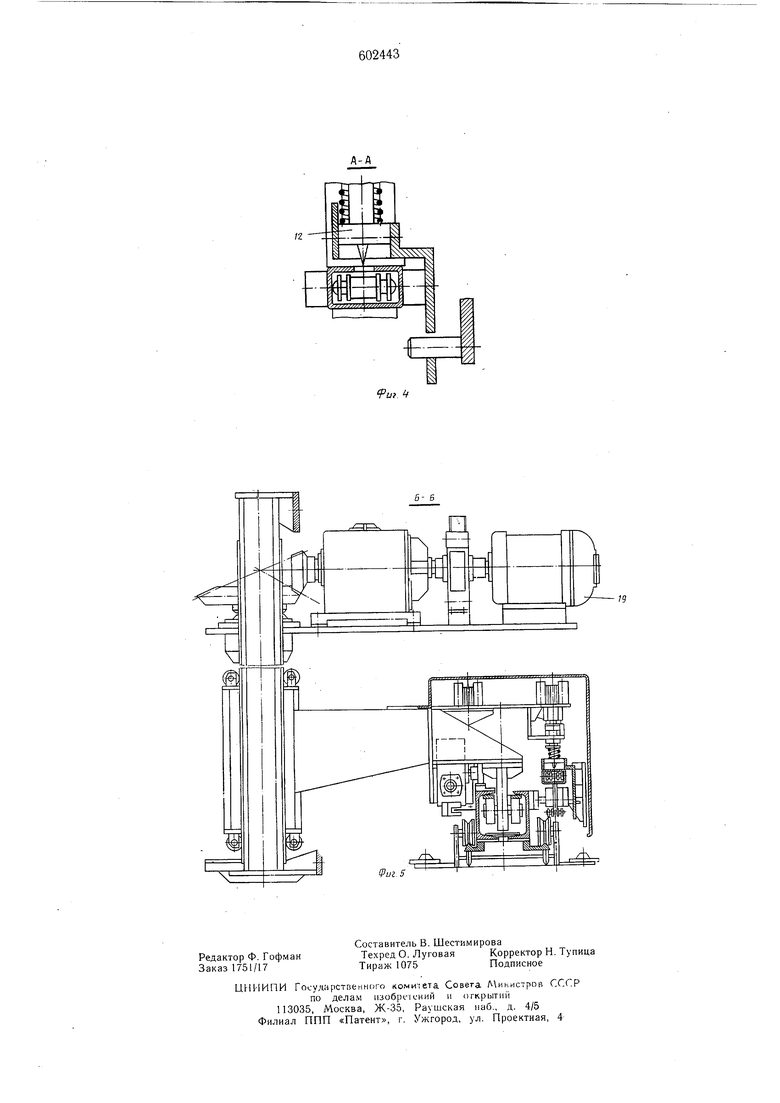
В исходном положении подъемный мост находится внизу, подвижная штанга передвинута в крайнее левое положение. При пуске линии включается механизм 19 вертикального перемещения, поднимая мост 8, при этом штанга 2 ложементами 3 и обгонными каретками 6 и 7 захватывает подвески 1 и поднимает их над ваннами. Подъем моста происходит до верхнего конечного выключателя, который останавлиадбт механизм вертикального перемещения включает механизм 18 горизонтального перемещения. Штанга вместе с подвесками перемешаетгя на шаг, причем если задана окраска в ваниь 23, включается электромагнит 11 запирающего устройства 9, выходящий фиксатор 12 из зацепления с цепью множительного механизма , и кронштейн И поворачивает рычаТ- 15 в верхнее положение, где он своим шипом 16 соединяется с цепью и удерживается в этом положении плунжером 17, не давая возможности и.епи перемещаться относительно штанги, а электромагнит запирающего устройства 10 выключается и фиксатор 12 под действием пружины 13 входит в зацепление с цепью множительного механизма 5 и жестко связывает верхнюю часть цепи с подъемным мостом, поворачивая СБОИМ кронштейном 14 рычаг 15 в нижнее положение и расфиксируя положение цепи относительно штанги.
Таким образом, при перемещении штанги на шаг обгонная каретка 6, связанная с цепью множительного механизма 4, переносит подвеску из ванны 22 в ванну 23, а обгонная каретка 7, связанная с цепью множительного механизма 5, за счет сложения движений штанги и каретки относительно штанги переносит подвеску сразу из ванны 23 в ванну 25.
Еслм задана окраска в ванне 24, электромагнит запирающего устройства 9 выключен, а электромагнит запирающего устройства 10 включен и при перемещении штанги обгонная каретка 6 переносит подвеску из ванны 22 в ванну 24, а обгонная каретка 7 переносит подвеску из ванны 24 в ванну 25..
I to г 21 f
В крайнем правом лоложении второй конечный выключатель отключает механизм горизонтального перемещения и вторично включает механизм вертикального перемещения; подъемный мост опускается. В нижнем положении, когда подвески опускаются на призмы ванн, третий конечный выключатель отключает привод вертикального перемещения и включает привод горизонтального перемещения; щтанги без подвесок возвращаются в исходное положение.
При опускании моста крайняя справа подвеска опускается на конвейер 27 и, проходя через сушильную камеру 28, передается на механизм 29 передачи тодвесок, который передает подвеску с деталями на позицию разгрузки, после чего конвейер 30 возврата возвращает холостые подвески на позицию запрузки.
Далее по истечении определенного времени цикл повторяется.
Формула изобретения
Линия для нанесения покрытий электрофорезом, включающая ряд ванн, подъемный мост, каретки с подвесками, механизмы вертикального и горизонтального перемещений, механизм обхода ванн и рушильную камеру, отличающаяся тем, что, с целью обеспечения избирательной окраски изделий при непрерывном ведении процесса и увеличении производительности линии, механизм обхода ванн выполнен в виде установленной на мосту подвижной штанги с жестко закрепленными ложементами, снабженной множительными механизмами с обгонными каретками, а подъемный мост снабжен запирающими устройствами с возможностью, поочередного взаимодействия с множительными механизмами.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 278343, кл. с 25D 13/12, 1969.
2.Авторское свидетельство СССР № 276680, кл. С 25 D 7/00, 1969.
гв
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия электрофоретического селективного декорирования изделий | 1976 |
|
SU681119A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2024325C1 |
| КАРЕТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 1970 |
|
SU276680A1 |
| Установка для окрашивания изделий | 1989 |
|
SU1717258A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1980 |
|
SU846609A1 |
| Полуавтомат для гальванических покрытий | 1979 |
|
SU846456A1 |
| ПДТЕНТНО-ТЕХНННККйБ. В. Антонов, В. М. Александров, А. Ф. Меркулов и А. В. Мещеряков | 1971 |
|
SU304316A1 |
| Автоматическая линия для гальванической обработки изделий | 1983 |
|
SU1096310A1 |