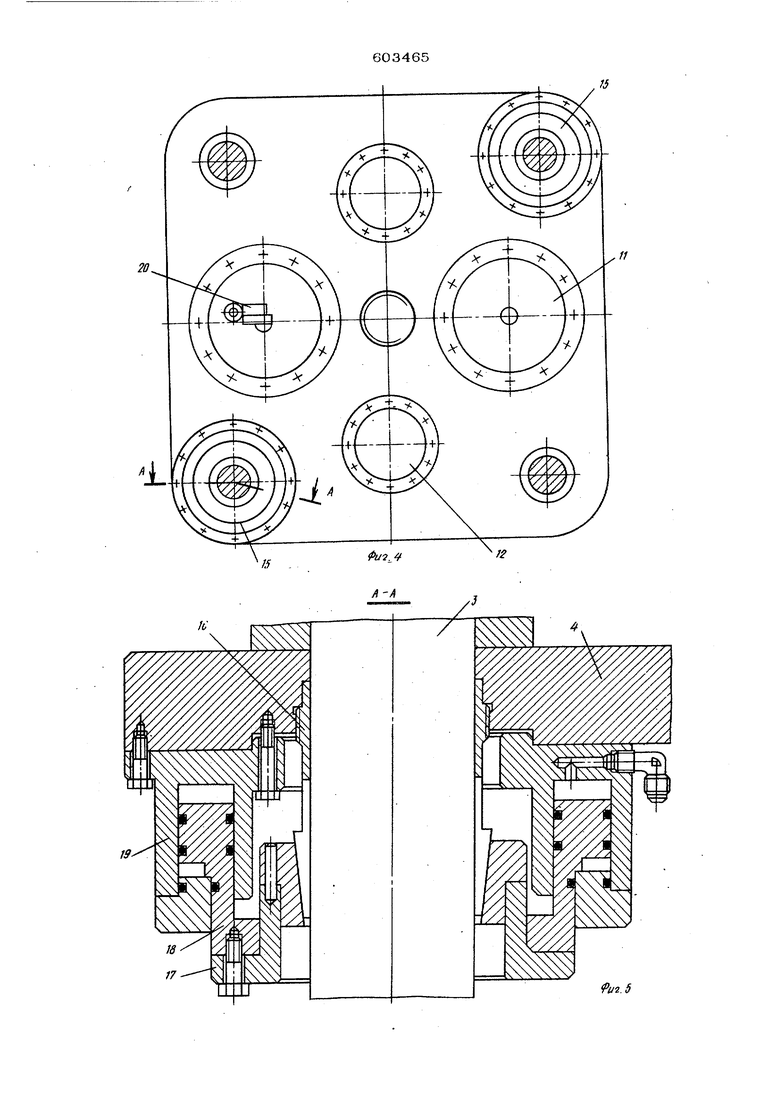
занные между собой допопннтельными направпяюшими в виде колонн 3. плитами смонтирован стоп, который может перемешаться вдоль колонн при помощи силового цилиндра 5, закрепленного на нижней .„плите. На столе 4 установлены цена ральная направляющая 6, пуансон 7 и приишм 8. Пуансон 7 и прижим Ь жестко прикреплены соответственно к траверсам 9 и 1О, перемешаемым по центральной н&правпяюшей 6 и связанным с силовыми цилиндрами 11, 12, закрепленными на столе 4 к расположенными в двух взаимно-перпендикулярных плоскостях. Траверса 9 пуансона 7, имеет овальную форму, и раймещена над траверсой 10 прижима, имеющей круглую форму. Матрица 13 связана с централь ной направляющей 6 при помощи сменной переходной штанги 14, изменяющейся в зависимости от диаметров отверстий. Узлы 15 фиксации стола расположены по крайней мере на двух колоннах и выполнены в виде Цанги 16, обхватывающей колонну 3 и взаимодействующей со втулкой 17, связанной со щтоком 1Q силового цилиндра 19, закреплегного на столе 4. Ход щтоков цилиндров 11 регулируется с помощью конечного выключателя 20, закрепленного на конце щтока цилиндра 11 и взаимодействую щего с регулируемым упором 21, закрепленным на цилиндре 11. Силовые цилиндры 5, 11, 12, 19 перемещения стола 4, пуан сона 7 и прижима 8 соединены трубопроводом через обратные клапаны с насосами 22, 23. Насос 23 низкого давления предусмотрен для управления золотниками 24. Управление работой устройства осуществляется кнопками с помощью золотников 24-27 с электрогидравлическим управлением. Для регулирования скорости переме щения траверсы 9 пуансона 7 в схеме на нагревательной пинии силовых цилиндров 1 предусмотрен дроссель 28 с регулятором и обратным клапаном. Величину усилия прижима регулируют редукционным клапаном 2 Для предохранения насосов от перегрузки в схеме предусмотрены предохранительные клапаны ЗО и 31, причем клапаны 31 выполнены с электроуправлением. Предотвращение произвольного опускани стола устройства и удержание его на весу в любом положении по высоте осуществляе ся поддерживающим клапаном 32. Работает устройство следующим образо На нантральной направляющей 6 закреп лена переходная штанга 21 нужного разме ра. На траверсу 9 устанавливают и крепят пуансон 7 с помощью шпилек и гаек. Зате на траверсу 1О устанавливают и крепят прижим 8 (прижим 8 и .пуансон 7 имеют сборную конструкцию). После этого обрабатываемук) деталь 33 (преимущественно днище) устанавливают на пуансон 7 по предварительно выполненному отверстию с помощью фиксирующей втулки 34 и опускают на поддерживающее устройство (не показано) . Поддерживающее устройство вертикально перемещаться не может. Следовательно, верхняя точка «супола детали может иметь различные положения в разных-деталях относительно инструмента после установки их на поддерживающее устройство. После установки пуансона 7 и прижима. 8 матрицу 15 прикрепляют к переходной щтанге 14, при этом стол 4 вместе со всеми цилиндрами предварительно поднимают, но так чтобы деталь свободно устанавливалась на поддерживающем устройстве. Затем стол 4 опускают с помощью цилиндра 5 до совпадения контура матрицы с наружной поверхностью детали. После этого включают кнопку зажим , масло подается в цилиндры 12 через золотник 27, стол 4 фиксируется на колоннах 3. Устройство подготовлено к отбортовке. Включением кнопки прижим обеспечивается подача масла в силовые цилиндры 12 прижима 8 через золотник 26, и прижим 8 начинает подниматься к отверстию детали 33 изнутри с помощью щтоков цилиндров 12 и траверсы 1О. Когда прижим подходит к детали 33 и прижимает ее к матрице, давление начинает расти и при достижении давления, настроенного редукционным клапаном 29, срабатывает электроконтактный манометр (не показан), обеспечивая включение золотника 24. Масло начинает поступать в поршневую полость цилиндров .11, штоки которых поднимают траверсу 9 и пуансон 1, начинается отбортовка кромок отверстия пуансоном 7 в матрицу 13. В конечном положении отбортовки конечный выклюндтель 20 срабатывает от упора 21 ида команду на переключение золотников 24 и 26. Пуансон 7 -к прижим 8 отходят от детали 33, матрица 13 снимается с переходной штанги 14, и деталь можно свободно снимать. Формула изобретения Устройство для отбортовки кромок отверстий, содержащее матрицу, взаимодействующую с расположенными концентрично и связанными с силовыми цилиндрами пуансонам и прижимом, центральную направляющую, и стол, отличающееся тем, что, с пелью-повышения производитель,ности, оно снабжено дополнительными направляющими в виде колонн, сменной, переходной штангой, связывающей матрицу с центральной иайравляющей, и узлами фиксации стопа, выполненного с возможностью перемещения вдоль копонн и несущего центральную направляющую, пуансон, прижим и их силовые цилиндры. 2. Устройство поп. 1,отлича ющ е е с я тем, что узел фиксации стола выполнен в виде цанги, обхватывающей копон
/J
jy
Л ну и взаимодействующей со втупкой, соязяикой со штоком силового цилиндра, шкрепленного на стопе. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетепьствр № 217346, кл. В 2111 19/10, 1966. 2.Авторское свидетельство № 315487, кл. В 21 Б 19/00, 1968.
10

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1979 |
|
SU820977A1 |
| Гидравлический пресс | 1975 |
|
SU520263A1 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| Станок для вытяжки из увлажненной ткани шляпных колпаков с полями | 1959 |
|
SU123314A1 |
| Устройство для гибки | 1976 |
|
SU621424A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Пневматическое зажимное приспособление к фрезерным станкам для закрепления тонких листов в процессе обработки | 1951 |
|
SU94604A1 |
| ГИБОЧНЫЙ СТАНОК | 1972 |
|
SU331837A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Устройство для отбортовки | 1976 |
|
SU715174A1 |