t
Изобретение относится к механизации и автоматизации сборочных процессов и может быть использовано во всех отраслях -народного хозяйства для соединения деталей отбортовкой.
Известно устройство для сборки деталей, содержащее смонтированный на верхней траверсе калибрующий пуансон с расположенным прижимом, установленную в центрирующем отверстии неподвижного стола подвижную плиту, а также механизм отбортовки кромок одной из соединяемых деталей. Калибрующий пуансон и механизм отбортовки снабжены индивидуальными приводами, смонтированными соответственно на верхней траверсе и основании устройства. Подвижная плита подпружинена к основанию, на котором закреплены упоры, ограничивающие перемещение подвижной плиты. Механизм отбортовки свяпан.с индивидуальным п)иводом посредством пг1оможуточнс й плиты, p.V3Meiiienno(i м(жду ослонлиие и и подпиж 1ой 11Л1Ч.i 1.
Недостатком известного устройства является сложность его конструкции.
Цель изобретения - упрощение конструкции.
С этой целью механизм отбортовки смонтюопан на неподвижно.ч; столе, промежуточная плита установлена с возможностью вертикального перемещения и подпружинена к основанию, привод механизма отбортовки выполнен в виде силового цилиндра с закрепленным на торце его щтока захватом, контактирующим с цодвижной 1ШЙТОЙ, а в про 1ежуточной плите выполнено сквозное вертикальное отверстие, в котором с зазором размещен
5 несущий захват щток силового цилшщра, при этом размеры этого отверстия моньще размеров захвата.
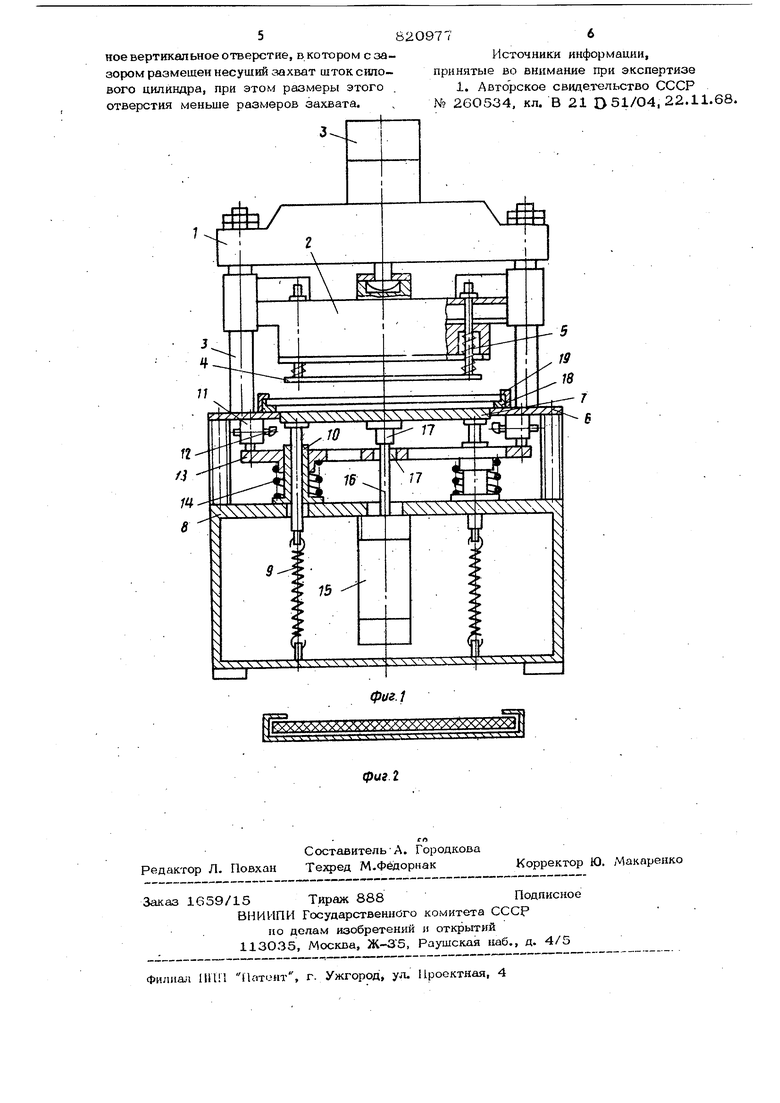
На фиг. 1 изображено устройство общий вид; на фиг. 2 - поперечное се0 .чение собранных деталей.
Устройство для сборки деталей содержит смонтироааиш.ю ч )xiift граис.рсе 1 калнбруошин iiyaiifон 2. и мрп3вод 3 его возвратдо-поступательного перемещения. В выомке рабочего торца калибрующего пуансона 2 расположен прижим 4, подпружиненный к калибрующему пуансону пружинами 5. В центрирующем отверстии неподвижного стола 6 установлена подвижная плита 7, подпружиненная к основанию 8 пружинами 9 растяжения . На основании 8 закреплены упоры 10, ограничивающие перемещение подвижной плиты 7. На неподвижном столе 6 смонтирован механизм 11 отбортовки с гибочными планками 12.Между подвижной плитой 7 и основ нием 8 расположена промежуточная плит 13,подпружиненная к основанию пружинами 14 сжатия и связывающая механизм 11 отбортовки с силовым . цилиндром 15, смонтированным на основании 8. На щтоке 16 силового цилиндра закреплен захват 17. В промежуточной плите 13 выполнено сквозное вертикаль ное отверстие 18, через которое проходит щток 16. Размеры отверстия 18меньше размеров захвата 17 . На неподвижном столе 6 установлена тележ ка 18, перемещающаяся в направляющи 19стола 6. Устройство работает следующим обраС(; едяияемые детали укладывают на тележку 18 и по направляющим 19 подают в рабочую зону устройства. Включают привод 3, опускающий калибрующий пуансон 2, при этом прижим 4 прижимает собираемые детали к подвижной пл те 7. В процессе дальнейщего опускания пуансона 2 совместно с подвижной плитой 7 дeтaJ и проходят через центрирующ устройство неподвижно1Ю столе 6, осу ществляется отбортовка на 90. При это приж;1м 4 полностью утешливается в выемке калибрующего пуансона 2, а силовой цилиндр 15 оказывает сопротивление, достаточное .дня сжат-ия собираемых деталей. На этом опускание пуансона 2 заканчивается, 11одается дав ление в щтоковую полость цилиндра 15, подвижная плита 7 опускается под действием пружин 9 растяжения до упоров 1О. Собираемые детали остаются прижатыми к п.чито 7 прижимом 4, перемещающимся под действием пружин 5. При ДсШьи йше г- опускании щтока 16 ий линдрп 15 оахват 17 увлекает за собой промежуточнук- плиту 13, когорёш сск бщгаот перо.мещонио через мехспь-зм 11 отбортовки гибочным планкам 12. С)существляется второй этап отбортовки. Обратный ход начинается с подачи давления в прощневую полость цилиндра 15. Захват 17 отходит от промежуточной плиты 13, и она под действием пружи} 14 возвращается в исходное положение. При этом механизм 11 отбортовки, связанный с промежуточной пли.той 13, сообщает гибочным планкам 12 обратное движение. Далее захват 17 поднимает плиту 7 и вместе с отбортованными деталями прижимает ее к калибровочному пуансону 2. Прижим 4 снова полностью утапливается в выемке пуансона 2. Происходит калибровка отбортованного соединения деталей по всему контуру. Затем привод 3 возвращает пуансон 2 в исходное положение, а подвшкная плита 7 под действием силового цилиндра 15 поднимает собранные детали на поверхность неподвижного стола 6. Собранные детали выносятся из рабочей зоны с помощью тележки 18. ФОрмула изобретения Устройство для сборки деталей, содержащее смонтированный на верхней траверсе снабженный приводом возвратHO-nocTynaTejibHoro перемещения калибрующий пуансон, расположенный в выемке рабочего торца калибрующего пуансона и подпружиненный к нему прижим, установленную в центрирующем отверстии неподвижного стола подпружиненную к основанию устройства подвижную плиту, ограничивающие перемещение подвижной плиты упоры, смонтированные на основании , а также механизм отбортовки кромок одной из соединяемых деталей, связанный с установленным на основании индивидуальным приводом посредством промежуточпой плиты, размещенной между основанием и подвижной плитой, отл ич а ю ще.ес я тем, что, с целью упрощения конструкции, механизм отбортовки смонтирован на неподвижном столе, промежуточная плита установлена с возможностью вертикального перемещения и подпружинена к основанию, привод механизма отбортовки выполнен в виде силового цили1щра с закрепленным на торце его штока захватом, 1сонтактирующим с подвижной плитой, а в промежуточной ллито выполнено сквооное вертикальное отверстие, в котором сза зором размещен несущий захват штоксипо вого цилиндра, при этом размеры этого отверстия меньще размеров захвата.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 260534, кл. В 21 051/04,22.11.68.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки | 1976 |
|
SU715174A1 |
| Устройство для отбортовки кромок от верстий | 1975 |
|
SU603465A1 |
| Устройство для гибки заготовок | 1976 |
|
SU650690A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Устройство для сборки теплообменников | 1989 |
|
SU1801078A3 |
| Устройство для протяжки изделий | 1979 |
|
SU856693A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Устройство для запрессовки твердосплавных зубков | 1989 |
|
SU1754402A1 |
Ьэ
Л
л
kXXXVA
