(54) УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ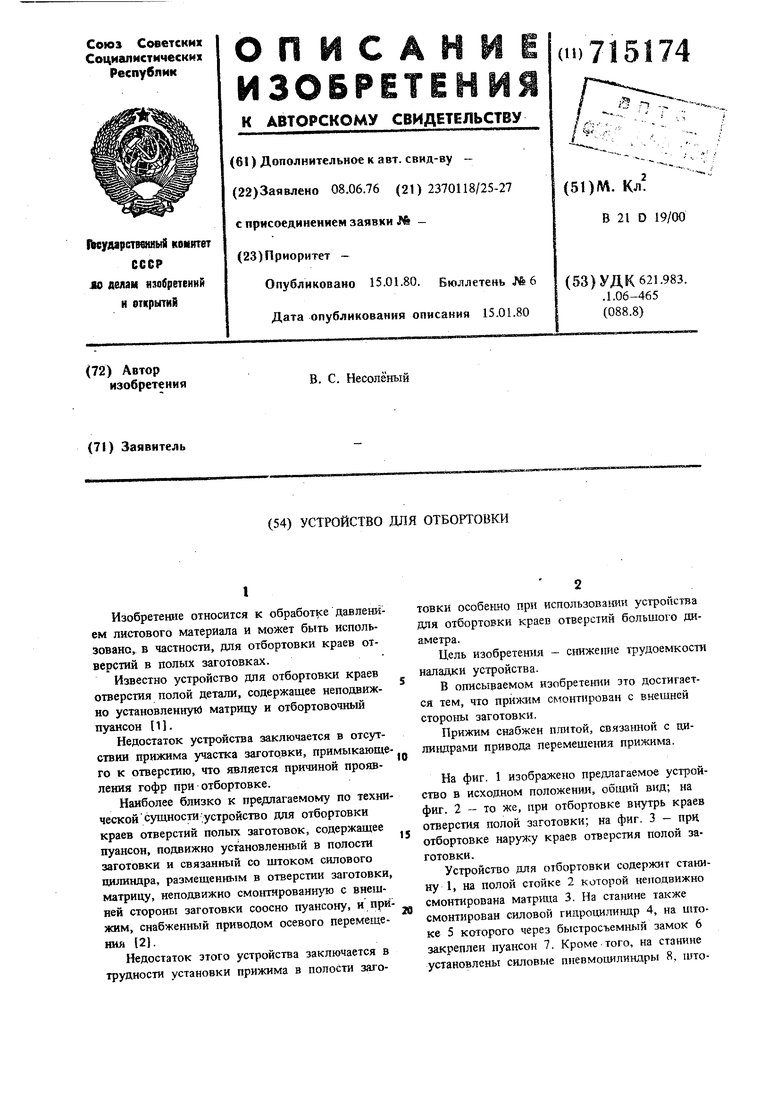
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки | 1976 |
|
SU621424A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Устройство для отбортовки и обрезки тонкостенных круглых заготовок | 1989 |
|
SU1726093A1 |
| Устройство для отбортовки кромок от верстий | 1975 |
|
SU603465A1 |
| Устройство для подачи заготовок | 1985 |
|
SU1296368A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| Устройство для сборки деталей | 1979 |
|
SU820977A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |

Изобретеш1е относится к обработке давлением листового материала и может быть использовано, в частности, для отбортовки краев отверстий в полых заготовках. Известно устройство для отбортовки краев отверстия полой детали, содержащее неподвижно установленную матрицу и отбортовочный пуансон 11. Недостаток устройства заключается в отсутствии прижима участка заготовки, примыкающе го к отверстию, что является причиной проявления гофр при отбортовке. Наиболее близко к предлагаемому по техни ческой сущности устройство для отбортовки краев отверстий полых заготовок, содержащее пуансон, подвижно установленный в полости заготовки и связанный со штоком силового ци шндра, размещенным в отверстии заготовки матрицу, неподвижно смо1ггированную с внешней стороны заготовки соосно пуансону, и при жим, снабженный приводом осевого перемещенил 12). Недостаток этого устройства заключается в трудности установки прижима в полости заготовки особеьшо при использовашга устройства для отбортовки краев отверстий большого диаметра. Цель изобретешь - cimxeiiFie i-рудоемкости наладки устройства. В описываемом изобретении это достигается тем, что прижим c oнтиpoвaн с внешней стороны заготовки. Прижим снабжен пт1той, связзшшй с цилиндрами привода перемещения прижима. На фиг. 1 изображено предлагаемое устройство в исходном положении, общин вид; на фиг. 2 - то же, при отбортовке внутрь краев отверстия полой заготовки; на фиг. 3 - прн отбортовке наружу краев отверстия полой заготовки. Устройство для отбортовки содержит станину 1, на полой стойке 2 которой неподвижно смонтирована матр1ща 3. На станине также смонтирован силовой гидроци.ттиндр 4, на штоке 5 которого через быстросъемный замок 6 закреплен пуансон 7. Кроме того, на станине установлены силовые ппевмоштиндры 8, IUTO371
и 9 которых связаш 1 с прижимом, состояцим з плиты 10 и собственно прижима И.
Устройство работает следующим образом. В исходном положении (фиг. 1) обрабатыаемую полую деталь 12 с отверстием 13 в тенке устанавливают на матрицу 3. Шток 5 асполагают в отверстии 13. Пуансон 7 монтируют на шток 5 и закрепляют при помощи быстросъемного замка 6.
При включении пневмоцилнндров 8 в работу прижимная плита 10 перемещается в направлении заготовки 12, которая затем зажимается между пуансоном 7 и прижимом 11.
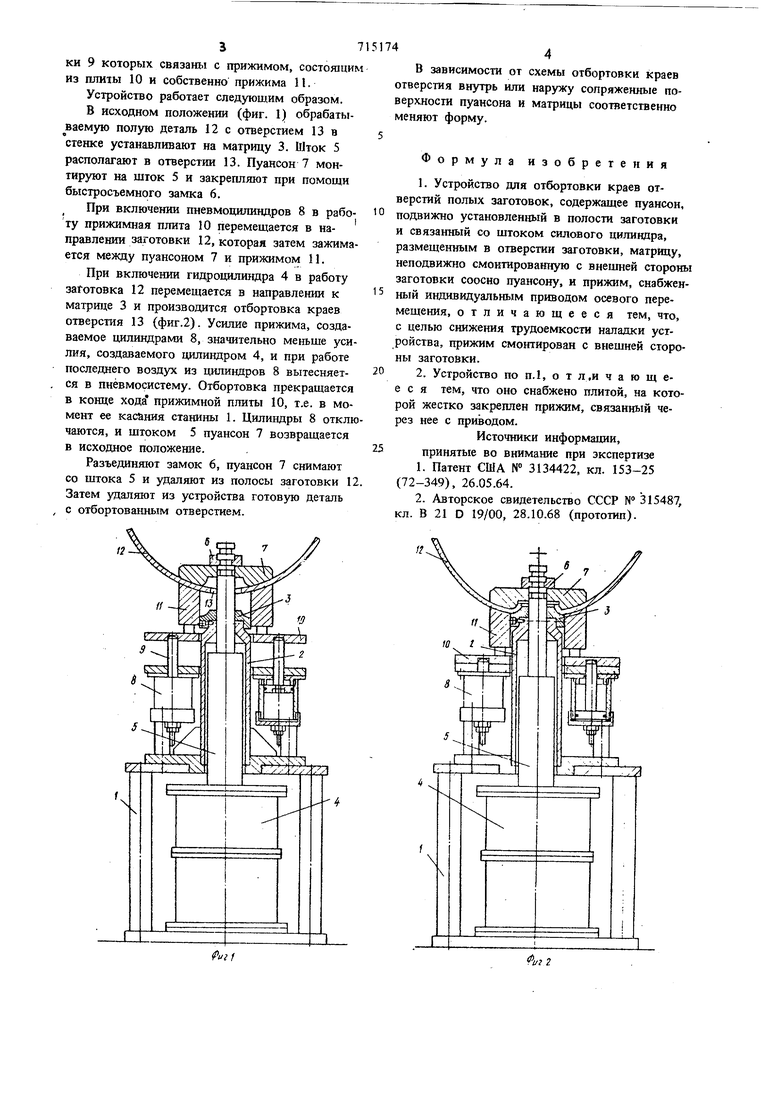
При включении гидроцилиидра 4 в работу заготовка 12 перемещается в направлении к матрице 3 и производится отбортовка краев отверстия 13 (фиг.2). Усилие прижима, создаваемое цилиндрами 8, значительно меньще усилия, создаваемого цилиндром 4, и при работе последнего воздух из цилиндров 8 вытесняется в пнёвмосистему. Отбортовка прекращается в конце хода прижимной плпнты 10, т.е. в момент ее касания станины 1. Цилиндры 8 отключаются, и штоком 5 пуансон 7 возвращается в исходное положение.
Разъединяют замок 6, пуансон 7 снимают со щтока 5 и удаляют из полосы заготовки 12. Затем удаляют из устройства готовую деталь с отбортованным отверстием.
5174
В зависимости от схемы отбортовки краев отверстия внутрь или наружу сопряженные поверхности пуансона и матрицы соответственно меняют форму.
Формула изобретения
с целью снижения трудоемкости наладки устройства, прижим смонтирован с внещней стороны заготовки.
Источники информации, принятые во внимание при экспертизе
