(54) СПОСОБ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения горловин на полых цилиндрических деталях | 1979 |
|
SU902890A1 |
| Способ получения утолщений на трубопроводах | 1982 |
|
SU1021508A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Резьбовое соединение нефтепромысловых труб с высоким сопротивлением сжатию и комбинированным нагрузкам (варианты) | 2017 |
|
RU2678785C1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| Способ сварки трением трубчатых деталей | 2018 |
|
RU2705833C2 |
| Способ получения утолщений на трубопроводах | 1980 |
|
SU871971A1 |
| Способ изготовления тонкостенных осесимметричных деталей из трубчатых заготовок | 1982 |
|
SU1074634A1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки | 1980 |
|
SU1009570A1 |
1
Изобретение относится к способам соединения труб с прчменением обработки Давлением.
Известен способ соединения трубчатых деталей обжимом наружной детали по внут- реннай ij.
Недостатком этого способа является низкая прочность соединения, так как образующийря при обжиме бурт на охватывающей детали имеет практически ту же толшину, что и стенка детали.
Известен также способ получения внутрених выступов в трубе обжимом ее наружного утолщения 2J.
Этот способ не всегда обеспечивает достатОчную прочность на скручивание полученного с его помощью соединения.
Цепью изобретения является получение многогранной поверхности сопряжения с утощенным охватывающим буртом и повышение прочности соединения.
Поставленная цель достигается благодаря тому, что по предлагаемому способу наружный выступ о.хватывающей детали выполнют с гранями на его внешней поверхности.
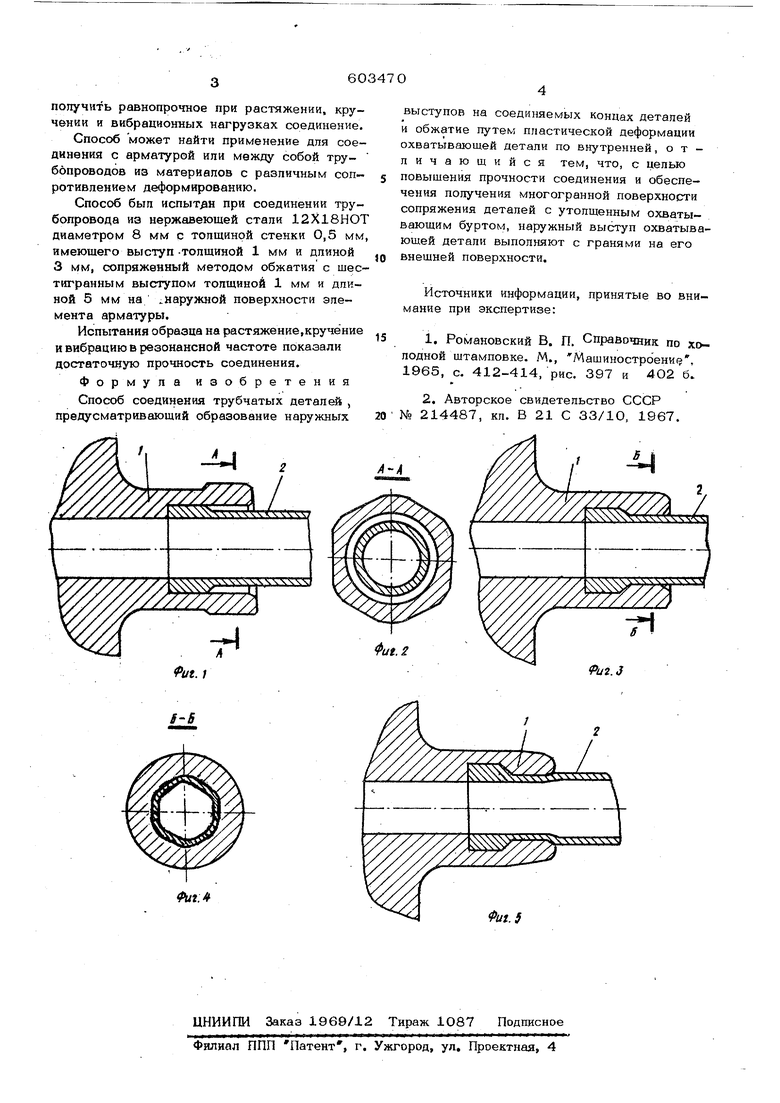
На фиг. 1 и 2 показаны соединяемые трубчатые детали до обжима, соответственно продольный и поперечный разрезы; на фиг. 3 и 4 - то же, после обжима;.на фиг. 5 показано соединение трубчатых деталей после обжима охватывающего бурта по конусу для заклинивания соединения, продольный разрез.
Соединение трубчатых деталей по предлагаемому способу осуществляют .следующим образом.
На концах охватывающей 1 и внутренне 2 деталей выполняют бурты на внещней поверхности, причем на охватывающей детали бурт имеет форму многогранника (фиг. 2).
Детапи вставляют одну в другую и производят обжатие бурта детали 1 до образования граней на ее внутренней поверхности и на детали 2 (фиг. 4).
Затем охватывающий бурт обжимают по конусу-для закдинивания соединения (фиг. 5).
Путем подбора топщины, дпины и характера гранения охватывающего бурта можно
получить равнопрочное при растяжении, кручении и вибрационных нагрузках соединение.
Способ может найти применение для соединения с арматурой или между собой трубопроводов из материалов с различным соп. ротивлением деформированию.
Способ бып испытан при соединении трубопровода иа нержавеющей стали 12Х18НОТ диаметром 8 мм с толщиной стенки 0,5 мм имеющего выступ-толщиной 1 мм и длиной 3 мм, сопряженный методом обжатия с шестигранным выступом толщиной 1 мм и длиной 5 мм на ,Наружной поверхности элемента арматуры.
Испытания образца на растяжение,кручение и вибрацию в резонансной частоте показали достаточную прочность соединения.
Формула изобретения
Способ соединения трубчатых деталей , предусматривающий образование наружных
выступов на соединяемых концах деталей и обжатие путем ппастической деформации охватывающей детали по внутренней .отличающийся тем, что, с целью повыщения прочности соединения и обеспечения получения многогранной поверхности сопряжения деталей с утолщенным охватывающим буртом, наружный выступ охватывающей детали выполняют с гранями на его внещней поверхности.
Источники информации, принятые во внимание при экспертизе:
№ 214487, кл. В 21 С 33/10, 1967.
/
ЛуХ
f-S
ФигЛ
ut.S
