(54) ГОЛОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ
гелями, расположенными на верхнем основании пневматического цилиндра. Для устранения проворачивания штока относительно своей оси, шток пневматического цилиндра связан с цилиндрической направляющей шпонкой. Кассета с ленточным электродом установлена на вер.хнем основании пневматического цилиндра.
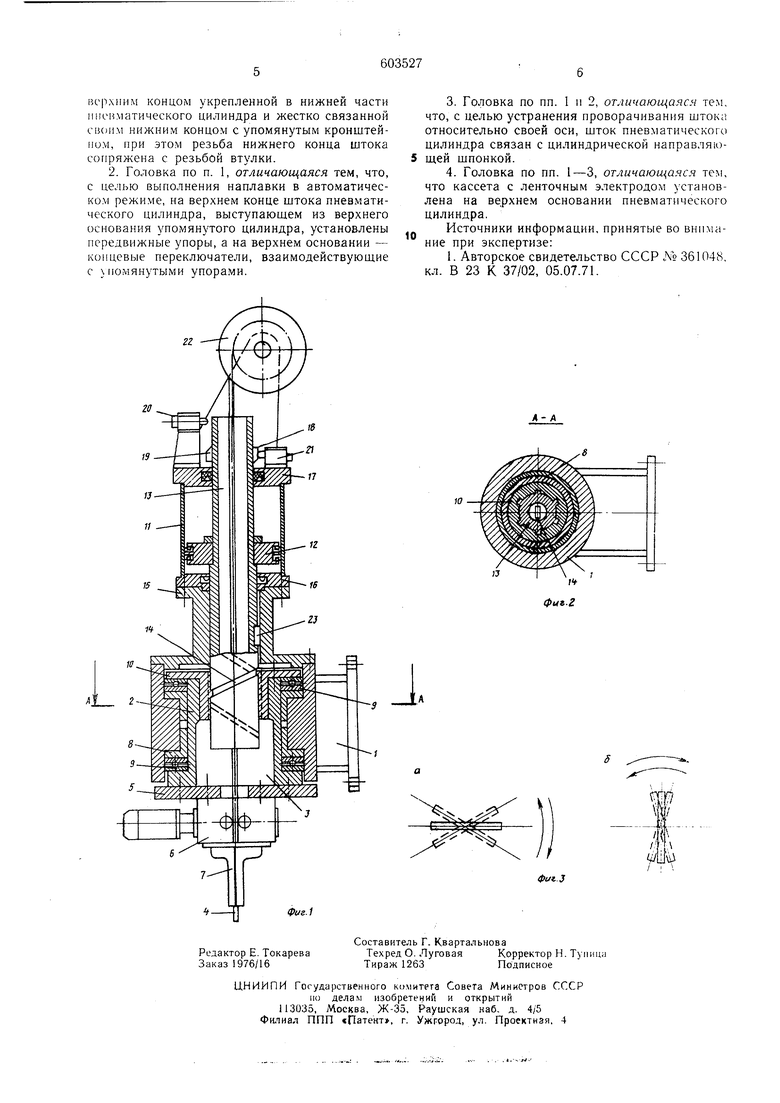
На фиг. 1 изображена головка для электродуговой наплавки ленточным электродом, продольный разрез; на фиг. 2 - разрез А-А Hii фиг. I; на фиг. 3 - схемы (а и б) колебаний электрода в процессе наплавки.
Предлагаемая головка имеет к эонштейн 1, предназначенный для ее крепЛения на самоходной тележке автомата, уста 1овленную в нем обойму 2 с отверстием 3 направления ленточного электрода 4. К нижнему торцу обоймы 2 через фланец 5 прикреплен механизм подачи электрода 6 с мундштуком 7, ось которого совпадает с осью обоймы 2. Обойма 2 установлена в кронштейне 1 с помощью промежуточной втулки 8 и подшипников 9. В отверстии 3 обоймы 2 укреплена втулка 10, на внутренней поверхности которой выполнена многозаходная трапецеидальная резьба. Механизм колебаний выполнен в виде пневматического цилиндра 11 двустороннего действия с поршнем 12 и штоком 13 в виде трубки, на нижнем конце которой имеется многозаходная трапецеидальная резьба 14, аналогичная резьбе втулки 10. Пневматический цилиндр 11 установлен соосно отверстию 3 обоймы 2.. Пневматический цилиндр 11 жестко связан с кронштейном 1 через ци-; линдрическую направляющую 15, укрепленную/ верхним концом в нижнем основании 16 пневматического цилиндра 11, а нижним концом жестко связанную с втулкой 10. Шток 13 проходит через отверстие в цилиндрической направляющей 15. Верхний конец штока 13, выступающий из верхнего основания 17 пневматического цилиндра 11, снабжен передвижными упорами 18 и 19. На верхнем основании 17 пневматического цилиндра 11 установлены концевые переключатели 20 и 21, а также кассета 22 с ленточным электродом. Для, исключения проворота относительно своей оси щток 13 связан с цилиндрической направляющей 15 шпонкой 23.
Головка для электродуговой наплавки ленточным электродом работает следующим образом. При наплавке приводится в действие пневматический цилиндр двустороннего действия 11 перемещающий поршень 12 и шток 13 между крайними положениями.
При нажатии упора 18 на концевой переключатель 21 сжатый воздух nocrynaet в нижнюю полость цилиндра II, и шток 13 начинает перемешаться вверх, пока упор 19 не нажмет на концевой переключатель 20, который дает команду на перемещение штока 13 вниз.
В результате чередующихся воздействий упоров 18 и 19 на концевые переключатели 20 и 21 система будет работать в автоматическом режиме, пока не последует команда на остановку пневматического цилиндра И в связи с прекращением наплавки.
Возвратно-поступательное перемещение штока 13 преобраз)ется в колебательное движение втулки 10 относительно ее оси благодаря многозаходной трапецеидальной резьбе, выполненной на сопрягаемых поверхностях штока 13 и втулки 10. Проворачивание штока 13 относительно своей оси предотвращается шпонкой 23.
Колебательное движение втулки Ш передается на обойму 2 и затем через фланец 5 на
подающий механизм 6, мундщтук 7, ленточный электрод 4. При этом ленточный электрод при наплавке соверщает колебания относительно своей оси благодаря тому, что ось мундштука 7 совпадает с осью обоймы 2.
Колебание при наплавке ленточным электродом может осуществляться по двум схемам, изображенным на фиг. 3.
При наплавке по первой схеме (фиг. За) электрод колеблется относительно своего среднего положения, совпадающего с направлением
наплавки, с амплитудой в пределах ±90°, устанавливаемой в зависимости от требуемой ширины наплавленного слоя.
Для наплавки по второй схеме (фиг. 36) электрод устанавливают в такое положение, при котором его широкие грани расположены перпендикулярно к направлению пере.мещепия головки, и затем придают электроду колебания относительно среднего положения с амплитудой до ±30°
Для перенастройки автомата с одной схемы
наплавки на другую достаточно повернуть на 90° механизм 6 относительно обоймы 2 и кассету 22 относительно пневматического цилиндра И.
Требуемую амплитуду колебаний электрода устанавливают перестановкой упоров 18 и
19. Скорость колебаний регулируют дросселированием сжатого воздуха с помощью регуляторов потока, введенных в схему пневмопривода.
40
Формула изобретения
1. Головка для электродуговой иаплавки ленточным электродом, содержащая кассету с ленточным электродом, кронштейн д.ля крепления головки на самоходной тележке автомата, обойму с отверстием для направления ленточного электрода, установленную в кронштейне с возможностью поворота относительно вертикальной оси, и укрепленные в нижней части
обоймы механизм подачи электрода и мундштук, отличающаяся тем, что, с целью повышения качества наплавки путем сообщения лейточному электроду колебательных движений, головка снабжена механизмом колебаний, выполненным в виде соосного с отверстием обоймы пневматического цилиндра двустороннего действия, щток которого выполнен в виде трубки с резьбой на нижнем конце, а также втулки с резьбой на внутренней поверхности, укрепленной в обойме и цилиндрической направляющей для штока пневматического цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЙ СВАРОЧНОЙ ГОРЕЛКИ | 1991 |
|
RU2044612C1 |
| Установка для электродуговой наплавки зубьев венцов | 1987 |
|
SU1567339A1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| Сварочная головка для электродуговой центробежной наплавки внутренней поверхности цилиндрических деталей | 1990 |
|
SU1815056A1 |
| Установка для электродуговой наплавки | 1989 |
|
SU1646736A1 |
| Способ автоматической электродуговой наплавки и установка для его осуществления | 1989 |
|
SU1741998A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| УСТРОЙСТВО для НАПЛАВКИ | 1973 |
|
SU404595A1 |
