А / у// // // // / / /
Физ.1
ел
кэ
05
сх
Ci
(
Изобретение относится к прокатному про- и:5водству, касается усовершенствования трубопрокатного вспомогательного оборудования цехов и наиболее эффективно может быть использовано в технологических поточных линиях при контроле сплошности труб фасонного профиля, например овального профиля, используемых для крыла вертолета, а также в поточных линиях для покрытия фасонных труб или их зачистки.
Целью изобретения является повышение надежности центрирования фасонного профиля.
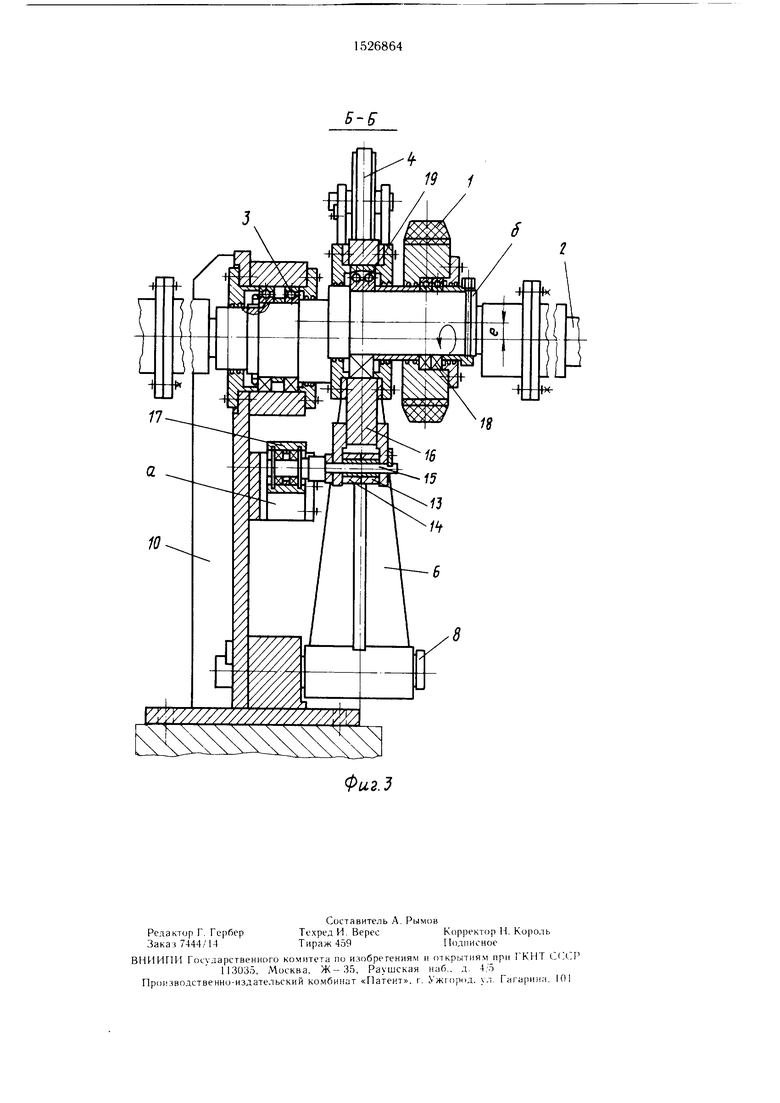
На фиг. 1 изображено устройство для вращения длинномерного проката, вид в плане; на фиг. 2 - разрез А -А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Устройство для вращения длинномерного проката содержит опорные ролики 1 с бочками, смонтированными на приводном валу 2, установленном н подшипниках 3. Холостые ролики 4 и 5 установлены на рычагах 6 и 7, закрепленных осями 8 и 9 на стойках станины К).
Рычаги имеют механизм поворота, выполненный в виде шарнирно через оси 11 и 12, присоединенных к ним тяг 13 и 14, связанных обп1ей осью 15 с шатунами 16, другими ко}{цамп установленными на приводном ва.|у. На свободных концах каждой общей оси смонтирован ролик 17, обеспе- чиваюпхий свободное размещение ее в вертикальном направляющем пазу а, выполненном на стойке станины. На приводном валу выполнены эксцентриковые П1ейки б, на которых посредством подшипников 18 и 19 смонтированы бочки опорных роликов и шатуны. Эксцентриситет t эксцентриковых шеек равен половине разности наибольшей и наименьшей осей, например овала трубы.
10
15
0
5
0
5
Расстояние между наружными поверхностями роликов соответствует размеру большей оси поперечного сечения трубы.
Устройство работает следующим образом
Труба 20, например овального профиля, подается на бочки опорных роликов 1. При вращении приводного вала 2 шатуны 16, сидящие на эксцентриковых шейках б, вращающихся со скоростью вдвое большей, чем скорость трубы в противоположном направлении, перемещают общие оси 15 вниз и вверх. Рычаги 6 и 7, связанные через об- пдие оси 15 с шатунами, перемещают соответственно холостые ролики 4 и 5, постоянно поддерживая трубу 20, находящуюся на бочках опорных роликов 1.
По окончании, например, контроля вращение трубы прекрапхается и она передается на другую технологическую операцию.
Предложенное устройство для вращения длинномерного проката по сравнению с известными позволяет повысить надежность центрирования фасонного профиля.
Формула изобретения
Устройство для вращения длинномерного проката, содержащее станину, опорные ролики, бочки которых смонтированы на приводном валу, холостые ролики, закрепленные на рычагах, и механизм поворота рычагов, отличающееся тем, что, с целью повышения надежности центрирования фасонного профиля, механизм поворота рычагов выполнен в виде парнирно присоединенных к ним тяг, связанных общей осью, размещенной свобод- по в вертикальном направляющем пазу станины, и сидящих на этой оси шатунов, другими концами установленных на приводном валу, на котором под шатуны и бочки опорных роликов выполнены эксцентриковые П1ейки.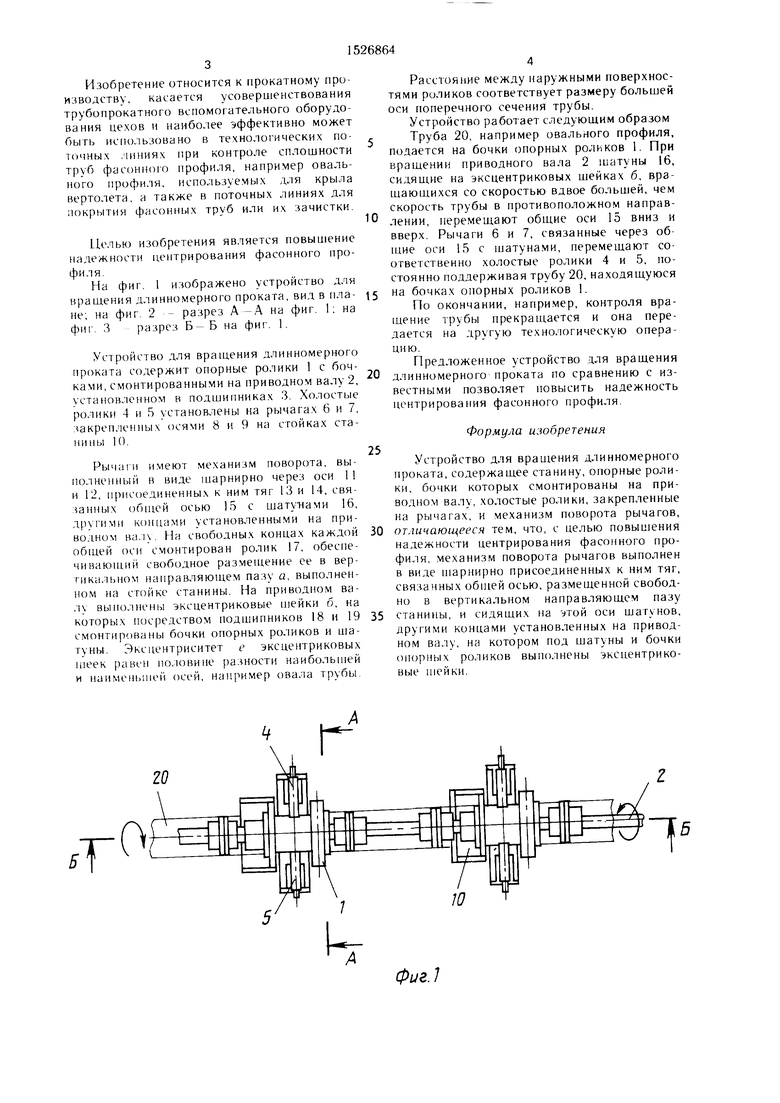
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Устройство для центрирования круглого проката | 1976 |
|
SU604599A1 |
| Перекладыватель позиционный дляпЕРЕдАчи длиННОМЕРНОгО пРОКАТА | 1979 |
|
SU822941A1 |
| Приемно-передающее устройство | 1987 |
|
SU1505616A1 |
| Устройство для правки рулонной кривизны листового проката | 1982 |
|
SU1066697A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| Стол стана поперечно-винтовой прокатки | 1981 |
|
SU1034806A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
Изобретение относится к области прокатного производства и касается усовершенствования трубопрокатного вспомогательного оборудования. Цель изобретения - повышение надежности центрирования фасонного профиля. Устройство для вращения длинномерного проката содержит опорные ролики 1 с бочками, смонтированными на приводном валу 2, холостые ролики 4 и 5, закрепленные на рычагах 6 и 7, и механизм поворота рычагов. Механизм поворота рычагов выполнен в виде шарнирно присоединенных к ним тяг 13 и 14, связанных общей осью 15, размещенной свободно в вертикальном направляющем пазу A стоек станины 10, и сидящих на оси шатунов 16, другими концами установленных на приводном валу, на котором под шатуны и бочку опорного ролика выполнены эксцентриковые шейки. Труба 20, например, овального профиля, вращается на бочках опорных роликов. При вращении приводного вала его эксцентричные шейки вращаются со скоростью вдвое большей, чем скорость трубы в противоположном направлении. Шатуны, сидящие на эксцентриковых шейках, перемещают общие оси 15 вниз и вверх. Рычаги, связанные с шатунами, перемещают холостые ролики, постоянно поддерживая трубу, находящуюся на бочках опорных роликов. 3 ил.
Г
20
k
фиг.1
| Устройство для центрирования круглого проката | 1976 |
|
SU604599A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для транспортировки круглого проката | 1977 |
|
SU644574A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для транспортировки труб | 1977 |
|
SU783551A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
