.H tотношению некрутлости копира к заданной , некру.глости детали.
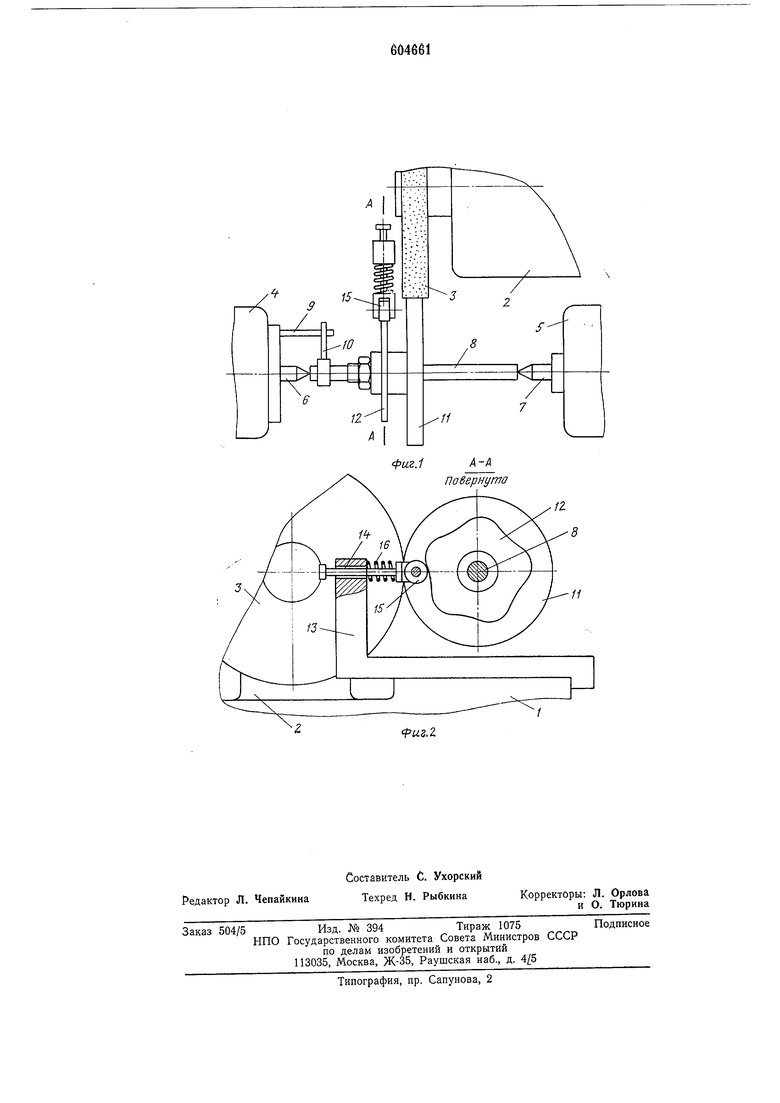
. На фиг. Л представлено устройство, вид свер.ху;-:на фиг. 2 - раарез по А-А на фиг. 1. i -OCHOBfaHHe 1, например станина шлифоваль«ого-станка, несет шлифовальную бабку 2, оснащенную абразивным инструментом - кругом 3, а также узел центрового базирования и вращения детали с бабкой изделия 4 и задней бабкой 5, между центрами 6 и 7 которых установлена оправка 8, связанная с приводом бабки изделия посредством поводка 9 и хомутика 10. Оправка 8 выполнена упруго податливой, на ней закреплены заготовка обрабатываемой детали 11 и копир 12. На основании 1 закреплена стойка 13, в которой смон тирован подвижный в радиальном направлении относительно оси оправки 8 щток 14, несущий ролик 15, последний поджат пружиной 16 к периферии копира 12.
Профиль копира 12 соответствует заданному профилю детали в полярной системе координат (R, ф), при этом некрулость копира для каждого значения угла ф превышает заданную некруглость детали в раз. (Имеется .в виду расчетный профиль колира, т. е. траектория относительного движения центра ролика 15 относительно копира 12). Податливость пружины 16 задают превышающей податливость узла центрового базирования в число равное отношению некруглости копира к заданной некруглости детали.
Устройство работает следующим образом.
Оправку 8с деталью 11 и копиром 12 приводят во вращение, и к копиру 12 прижимают посредством пружины 16 ролик 15. Изменение усилия прижатия ролика будет пропорцион-ально изменению текущего значения радиуса-вектора, т. е. некруглости копира 12. Величина отжатия оправки 8 в направлении к инструменту 3 будет пропорциональна усилию прижатия ролика, при этом отклонения оправки будут меньше деформаций пружины в число соответствующее отношению податливостей узла центрового базирования и пружины. Поскольку радиальная составляющая усилия резан-ия при шлифовании с выхаживанием весьма мала, после окончания выхаживания профиль детали И будет соответствовать профилю копира 12, но с уменьшенным Б заданное число раз отклонением от круглости. При расположении ролика 15 и инструмента 3 по разные стороны от оси оправки 8, профиль копира 12 должен быть «негативом заданного профиля детали, т. е. выступам профиля детали должны соответствовать впадины профиля копира. Возможно расположение ролика 15 и инструмента 3 по одну сторону от оправки 8, как показано на фиг. 2, в этом случае профиль копира подобен заданному профилю детали с учетом масштаба копирования.
Формула изобретения
Устройство для шлифования деталей с заданной некруглостью, содержащее смонтированную иа станине шлифовальную бабку, несущую абразивный инструмент и узел центрового базирования, состоящий из оправки с деталью и соосно закрепленным на ней копиром, находящимся в контакте с копирным роликом, отличающийся тем, что, с целью обеспечения возможности получения по одному копиру деталей с различными значениями некруглости, на станине подвижно в радиальном направлении относительно оси оправки, установлен шток, на котором смонтирован копирный ролик, поджатый пружиной к периферии копира, а оправка выполнена упругоподатливой в поперечном направлении, причем отношение податливости копирного ролика к приведенной податливости узла центрового базирования выбирают из условия равенства отношению некруглости копира к за данной некруглости детали.
Источники информ-ации, принятые во внимание п-ри экспертизе
1. Дружинский И. А. Методы обработки сложных поверхностей «Машгиз, 1961, с. 138, рис. 76.
/2
PU2.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования деталей | 1980 |
|
SU891361A2 |
| Способ управления режимом врезного шлифования | 1982 |
|
SU1087317A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Станок для ленточного шлифования | 1991 |
|
SU1821336A1 |
| Устройство для шлифования фасонных поверхностей вращения | 1981 |
|
SU986735A1 |