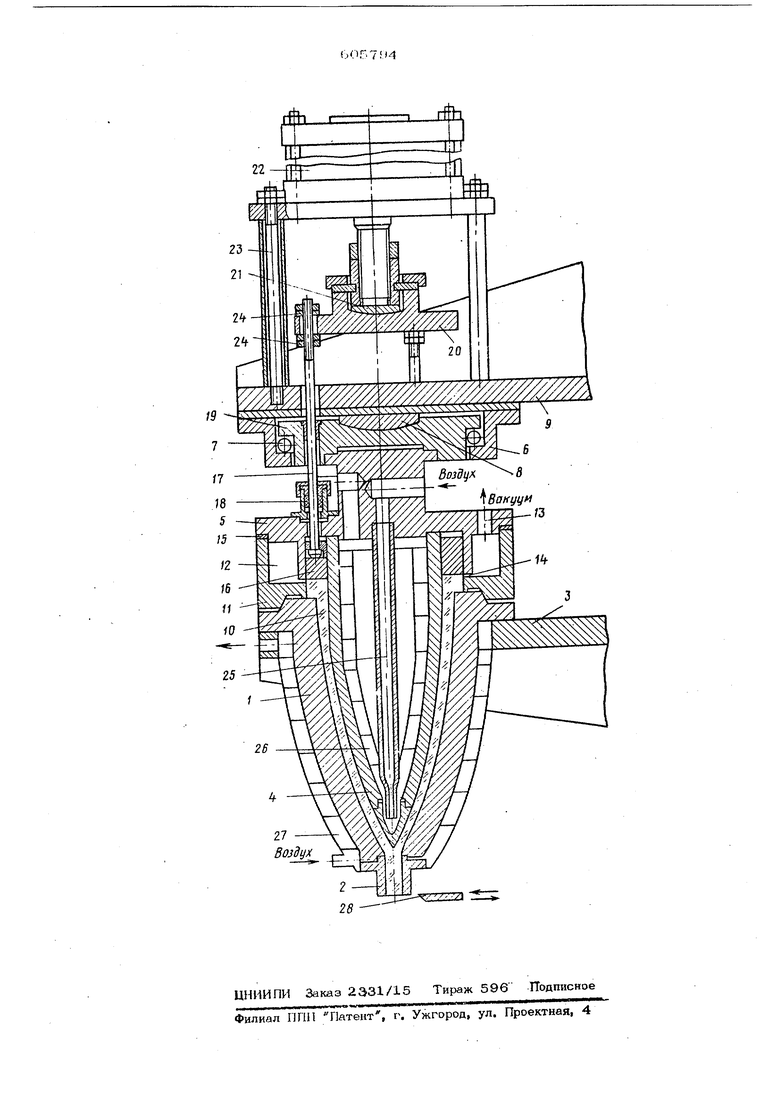
(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА И СИТАЛЛА цннении с обоймой 1, Обойма 1 и н«конеч ник 4 образуют вакуумную полость Ю, гговторякщую форму изпелия, Корпус 5 и горловое кольцо 11 образуют дополнительную вакуумную камеру 12, которая соепиняется с вакуумной системой через отверстие 13, а также кольцевую шель 14 размер которой регулируется прокладкой 15 сообщающуюся с вакуумной полостью 12. Вакуум-система, обеспечивающая всасывание стекломассы, состоит из вакуум-на coca, вакуумметра, натекателя и ресивера (на чертеже не показано). На цилинпрической части наконечника 4, в его верхней части, установлен кольцевой пуансон 16, соединенный шарнирн тремя тягами 17 через уплотнения 18 и направля щие втулки 19с траверсой 2О, которая, в свою очередь, через шаровую пяту 21 соединена со штоком пневмоцилинара 22, уста новленного на стойках 23 подвижного кронш тейна 9. Регул1фовка положения кольцевого паунсона производится гайками 24 через опорные шайбы со сферической поверхностью Во внутренней ,полостн наконечника 4 установлена насацка 25, закрепленная в корпусе 5 и образующая совместно с ним пневмокамеру 26, в которой с целью равно мерного охлаждения наконечника 4 осуществляется циркуляция воздуха снизу вверх по винтовому каналу, образованному направ ляющими ,насадки 25, Аналогичная пневмокамера,27 охватывает обойму 1. В нижней части формового комплекта установлен нож 28, отрезающий изJlИщeк стекломассы и запирающий входное отверстие в насадке 2. Нож приводится в движе ние чэрез рычажную систему от пневмоцилиндра (на чертеже не показано), установленного, на подвижном кронштейне 3. Работа устройства для выработки крупно габаритных изделий из стекла и технически ситаллов заключается в следующем, Ори сближении кронштейнов 3 и 9 наконечннка 4 и обойма I герметично соединяются друг с другом по коническим поверхностям и образуют вакуумную полость, повторяющую форму вырабатываемого изделия,. Поршень цилиндра 22 и, следовательно, кольцевой пуансон 16 находятся в верхнем положении. Нож 28 отведен в сторону и от верстие в насадке 2 открыто, . Собранный таким образом формовой комп лект вводится в окно заборного кармана стекловаренной печи так, чтобы насадка 2 углубилась в стекломассу на определенную величину, после чего с помощью ресивера, в котором создан необходимый вакуум, от сасыбается воздух из камеры 12, а затем через, кольцевую июль 14 из вакуумной иг лости 10, Такой ступенчатый отсос воздуха обеспечивает равномерное распределение стекломассы в вакуумной полости и улучшает качество вырабатываемого изделия, По заполнении стекломассой полости Ю формовой комплект извлекается из стекломассы, вхошюе отверстие насадки 2 перекрываепх;я ножом 28, который одновременно срезает излишек стекломассы, В верхнюю по/юсть гаевмоцилиндра 22 подается сжатый воздух и .с помощью кольцевого пуансона 16 производится подпрессовка стекломассы и выдержка до ее стабилизации. После стабилизации са-екломассы в вакуз ной полости Ю кольцевой паунсон 16 возвращается в верхнее положение вакуум снимается и полость 12 сообщается с атмосферой, производится подъем кронштейна 9 с наконечником 4 и отформованным изделием, поворот кронштейна 9 на позицию разгрузки, где с помощью пневмоцилиндра 22 и кольцевого паунсона 16 производится съем готового изделия (сталкивание его с наконечника в приемник). Кольцевой пуансон 16 и нож 28 возвращаются в исходное положение, кронштейн 9 поворачивается и наконечник 4 устанавливается над обоймой 1, производится сборка формового комплекта И цикл работы повторяется. Использование устройства для получения крупногабаритных изделий из стекла и тех- . нических ситаллов позволит значительно повысить степень точности вырабатываемых изделий, что увеличит коэффициент выхода годных изделий и сократит припуски на дальнейшую механическую обработку. Формула изобретения Устройство для формования изделий из стекла и ситалла, включающее корпус с наконе ником, обойму , горловое кольцо и патрубки для подвода воздуха и создания вакуума, отлич.ающееся тем, что, с целью обеспечения возможности формования крупногабаритных изделий в полого конуса, оно снабжено соединенными, мешиу собой кольцевым пуансоном, установленным в корпусе, тягами и пневмоприводом. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 327135, кл, С 03 в 5/4О, 197О, 2,Авторское свидетельство СССР № 536127, кл. С 03 В 9/О2, 1973,
27 BoidijX
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формования изделий из стекла | 1987 |
|
SU1518313A1 |
| Формовой комплект для изготовления полых стеклоизделий | 1989 |
|
SU1692957A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Устройство для формования стеклоизделий | 1986 |
|
SU1414797A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| Пуансон для производства стеклянных изделий | 2023 |
|
RU2815257C1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Устройство для перемещения форм | 1971 |
|
SU646902A3 |
| Устройство для изготовления стеклоизделий | 1983 |
|
SU1121245A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ | 2011 |
|
RU2457185C1 |