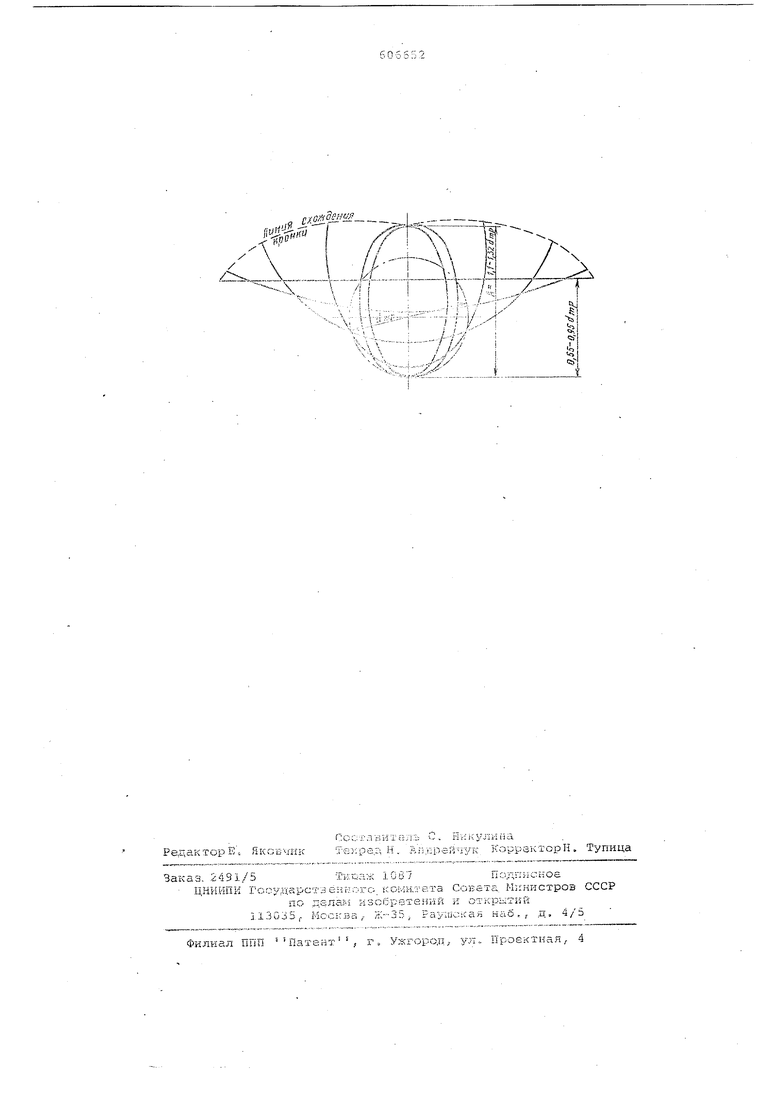
. заготовки осуществляют до расположения ее дна . на ,отстоящем от по ложения исходной полосы на 0,55-0,95 j диаметра готовой трубы, а в зоне свар ки трубной заготовке придают форму os с: большой вертикальной осью, равной 1,1 - 1,32 диаметра готовой трубы Большей величине (1,32) вертикальной оси овала соответствует меньшая величина (0,55) подъема полосы на входе или опускания дна сформованной труб ной заготовки и наоборот. При изготовлении труб по предлагаемому способу происходит значительное уменьшение кривизны траектории движения кромки. Уменьшаются продольные деформации не только кромок полосы, но и всей полосы (по всему пери1у1ётру заго товки) . Повышение поперечйой жесткости уменьшает колебания и смещение кромок относительно друг друга в сварочном калибре и повышает качество сварного шва при производстве труб. Уменьшение усилия изгиба при формовке происходит за счет того, что.изг гибать полосы cV -образным поперечным сечением легче, чем с полукруглым, а овальную форму трубе придать легче, чем круглую. Выпуклость трубной заготовки в сторону дна и отсутствие принудительного выпрямления дна требуют меньшего усилия протягивания. Уменьшение усилия изгиба .и протягивания полосы имеет большое значение при формовке на длине.16 35 диаметров трубы, например, в формовочном стане с небольшим количеством приводных клетей (4-6). На чертеже изображены формы трубной заготовки.поперечное сечение, где А - /вертикальная ось овала, d,r,p-диaмeтp трубы. Способ осуществляется следующим образом. , В формовочной линии, равной 16-35 диаметрам готовой трубы, полоса на it входе в формовочную зону находится выш дна сформованной трубной заготовки на величину 0,55 - 0,95 диаметра готовой трубы; в конце зоны формовки и при сварке трубйой, заготовке придают ную форму с большой вертикальной осью равной 1,1 1,32 диаметра готовой трубы, затем сваренную трубную заготов ку овальной формы калибруют до получения круглого сечения готовой трубы. Пример. 1. При производстве труб 100x3,2 мм полоса в первых валках формовочного стана, длина которого 2000 мм (20 диаметров трубы), выше дна трубной заготовки на 90 мм (0,9 диаметра трубы). Овальная трубная заготовка в cBapo4Havi калибре имеет большую вертикальную ось, равную 11 мм (1,15 диаметра трубы). П р и м е р 2. При производстве труб50x0,5 мм полоса в первых валках формовочного стана, длина которого IOOP мм (2 О диаметров трубы), вьшие дна трубной заготовки на 35 мм (0,7 диаметра трубы).Овальная трубная заготовка в сварочном калибре имеет большую ось, равную 65 мм (1,30 диаметра трубы). Пример 3. При производстве труб 50 X 0,5 Mivi полоса в первых ваЛ ках формовочного стана, длина которого 1500 мм (30 диаметров .трубы) , выше дна трубной заготовки на 30 мм ( диаметра трубы). Овальная трубная заготовка в сварочном калибре имеет большую вертикальную ось, равную 65 мм (1,30 диаметра трубы). Формула илобретения Способ изготовления сварных прямошовных труб, при котором трубную заготовку формуют из полосы с принудительным продольным изгибом ее выпуклоСтью в сторону дна, а затем сваривают, отличающийся тем, что, с целью повышения качества формовки путем уменьшения продольных деформаций заготовки, повышения поперечной жесткости заготовки в сварочном узле и уменьшения усилия изгйба, продольный изгиб заготовки осуществляют до расположения ее дна на уровне, отстоящем от пoлoжeния исходной полосы на 0,550,95 диаметра готовой трубы, а в зоне сварки трубной заготовке придают форму овала с большой вертикальной осью, равной 1,1-1,32 диаметра готовой трубы. Источники информации, принятые во внимание при экспертизе: 1.Патент ФРГ № 1752560, кл. 7 b , 1972, 2.Патент США .№ 2012795, кл. 72-113, 1935,
„ . -
Г,
- li-rA
irfcr:-. T
r
i5i
fe «
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб | 1976 |
|
SU572311A1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления сварных труб | 1981 |
|
SU1030063A1 |
| Способ изготовления сварных прямошовных труб | 1977 |
|
SU664707A1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU848115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU863056A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1994 |
|
RU2056961C1 |