Изобретение относится к оборудованию для сборки деталей в ленте и может быть использовано в производстве изделий приборостроения, содержащих детали малой жесткости, получаемые штамповкой из лент.
Известно устройство для присоединения деталей к транспортирующей ленте и совместного перемещения с ней с одной позиции на другую Устройство снабжено вырубным штампом, производящим в транспортирующей ленте отверстия с размерами и формой, соответствующим размерам и форме вырубаемых из основной ленты деталям
Известно более близкое по своей технической сущности устройство для изготовления колпачков с прокладкой Устройство содержит подвижную часть, в которой размещен полый пуансон и подпружиненная подвижная матрица для вырубки из ленты одной детали и ее подачи на другую деталь, неподвижную часть для установки другой детали, а также средства фиксации и деформирования другой детали
Недостатком известного устройства является низкая точность расположения вырубленной детали на ленте в процессе сборки из-за неточного положения ленты на позиции присоединения и смещения вырубаемой детали, вследствие неравномерности отсоединения от ленты, деформирования и возникающего при присоединения отскока.
Цель изобретения - повышение точности сборки вырубаемой детали с лентой
Поставленная цель достигается тем что в известном устройстве, содержащем поош.л%
|(
0
VJ О
4
движную часть, в коюроч установлен полый пуансон для вырубки, и неподвижную часть для установки другой догами, а также содержащем инструмент f,,i,r деформирования другой детали, расположенный с возможностью перемещения параллельно оси пуансона, средства фиксации другой детали и подпружиненную матомцу для вырубки, размещенную между подвижной и - подвижной частями, согласно изобретению, средство фиксации другой детали выполнено в виде прижима, установленного на поверхности матрицы, обращенной к неподвижной части, и имеющего отверстие соосное и идентичное рабочему отверстию матрицы, и фиксаторов, размещенных на торце прижима
Второе отличие заключается в том, что инструмент для деформирования установлен в полости пуансона с возможностью вращения вокруг своей оси
Третье отличие заключается в том, что устройство оснащено индивидуальным приводом вращения инструмента для деформи рования, расположенным в подвижной части.
Аналоги, содержащие отличительнее признаки предлагаемого устройства, автора неизвестны, что позволяет считать чтс предлагаемое реп ение соответствует критерию НОВИ.
Такое ВЫРО «lOri/ie устройства г овошп- ег .онгюсть пода1-1,, „ присоединения Bbipvt ленной дсгслк з тенте Вьч.сп. ен ic средства флксзцчи другой до ЗЛЕ в впдо прижима, усыновленного мз ново з, л матрицы обращенной к идчижгойчр -ти устоойстао v снабжение прижима отвср г- ем, coof i-ibM f идентичным рабочему оти-р- стию матрицы обеспечивает гр/,к.м второй делали к ленте неподвижно чагги исключая ее смещение в процессе оборки и предохраняет вырубленную деталь от смещения или относительно пуансона при вырубке и подаче ее к второй ,ш Размещение фиксаторов на юрие прижима обеспечивает базирование второй детали относительно матрицы для вырубки и, тем сомым, относительно вырубленной детали, что создает условия для присоединения прижатой вырубленной детали к второй детали, которая в свою очередь, прижата к ленте неподвижной части Все это исключа ет взаимное смещение деталей при их сое динекии деформированием второй детали Размещение на нижней плоскости матрицы ловителей обеспечивает базирование де формируемого элемента ленты, относлгель но вырубной матрицы и пуансона и тек самым, относительно вырубленной детали,
а установка во внутренней ползсти пуансона деформирующего инстру та обеспечивает присоединение прижатой к детали к прижатой к плите лвлп3 ИГУЛО -р
их взаимное смещение Наличие . ального привода деформирующего зл MSI та упрощает конструктивную устройства Поэтому считаем 41 о Дсжчое решение ссответствуе существен
0 ные отличия
На фиг 1 зо6раж°но предлагаемо vc- рО /стоо нь Лиг 2 - а ор я з пде ленты-ролуц-аЬриката на фиг.З t,Qi- ч, с которой вырубаете т петвг дета/ - на vr Ј
5 - лента-полуфабрикат второй детали с при соединенной вырубленной первой деталью у;тройс,гво состоит MJ плит - над ко торг/ гчзмеи е 1чмчгс ца I с жестко присо- ди он J M к nTvb/симом Т Н 1д матрицей
0 размещен блок 4 на коюоом закреплен п ,- ансонодезжатель 5, два пуансона 6 и 7 зпектродвигатель 8 врс щения деформирующего инструмента 9 который размещен во внуторнней nojtcviii пугнсона 7 ПОДРИМС5 ныл блок 4 м матрица / содержат нзпрсззяя- ющие втупки 10 и 11 на которых они перемещаются по «гправпяющим колоннам |2 Нз матр;. це 2 яаьоептаиы cbe visip n tap- w 1 а на плите 1 - поток 9 для /дзлен м
Г о ходив ЛРНГК 2U Хчосюьи с V1 передает г-ор1икалььо на -заученное вырубное уси- 1ие
с:ройство пбпа ег след/ющим обра о ) i
е, о Hopevbiut, i ifi ;гит о / г 0 перекррщиваюи1ился до /г с ; под то я ib1 4 на ,аг подии/- i ыи л ц матг ица 2 F ow nont.Na 4 i/i i ip/i опускании ПОД TBt в 1 .И у С1
0 ri /i я х в о с т о в и а 2 ение в н з ч г г е перемешается вниз f атрица 2 сжимая бо- 1°э слабье пружины 16 фиксаторы 18 вхо ця в базовые г.твеостич 22 лешы 15(ф1/г2} осуществляя ее базиоовс. о носигельнэ
5 матрицы 2 далее прижим 3 прижимает 1ен- ту 15 к плите 1 Дальнейшее перемещение хвосювика 21 вниз вызывает реформл ию пружин 17 при этом пуансон 7 вь руьзет деталь 23 (фиг 3) и подает ее к лен е 15
0 одевая на деформируемым л рубчатый зле- адент 24 ленты-полуфабоиката второй дета ли 15, а деформирующий инструмент 9, вращаясь от привода 8 производит его оаз- вальцовку (фиг 4) При э.см пуансон 6 полняет подготовительную пробивку отверстия 25 в ленте 20 Вь оубченный Ьлок 4 и матрица возвращзются под дейС1зпем пружин в исходное положение при этом съемные планки 1J и 14 препятствуют зер тик льному перемещению лент 15 v 20 Поеле этого ленты перемещаются на шаг и процесс повторяется.
Технико-экономическая эффективность предлагаемого устройства заключается в повышении качества изделий приборостроения за счет повышения точности сборки вырубаемой детали с второй деталью и повышении надежности функционирования сборочных автоматов, особенно при сложной конфигурации вырубаемых деталей. Точность положения вырубленной детали на ленте достигает 0,02 мм, что позволяет его применить в производстве точных приборов.
Формула изобретения 1.Устройство для вырубки детали из ленты и сборки ее с другой деталью, содержащее подвижную часть, в которой установлен полый пуансон для вырубки, и неподвижную часть для установки другой детали, а также содержащее инструмент для деформирования другой детали, расположенный с возможностью перемещения
21
12
5
0
параллельно оси пуансона, средства фиксации другой детали и подпружиненную матрицу для вырубки, размещенную между подвижной и неподвижной частями, отличающееся тем, что, с целью повышения точности собираемого узла, средство фиксации другой детали выполнено в виде прижима, установленного на поверхности матрицы, обращенной к неподвижной части, и имеющего отверстие, соосное и идентичное рабочему отверстию матрицы, и фиксаторов, размещенных на торце прижима.
2.Устройство поп.1,отличающее- с я тем, что инструмент для деформирования установлен а полости пуансона с аоз- можкостью вращения вокруг своей оси
3 Устройство по пп 1 и 2, отличающее с я тем, что оно оснащено индивидуальным приводом вращения инструмента для деформирования, расположенным Е- подвижной части
-7
14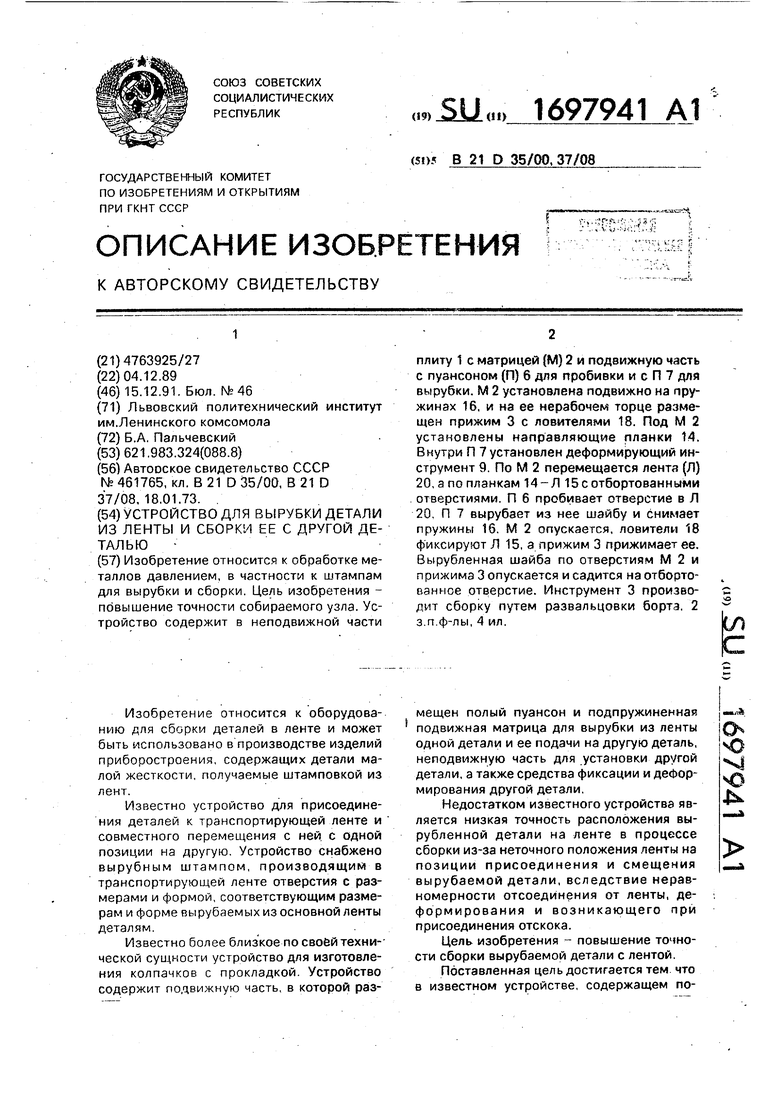
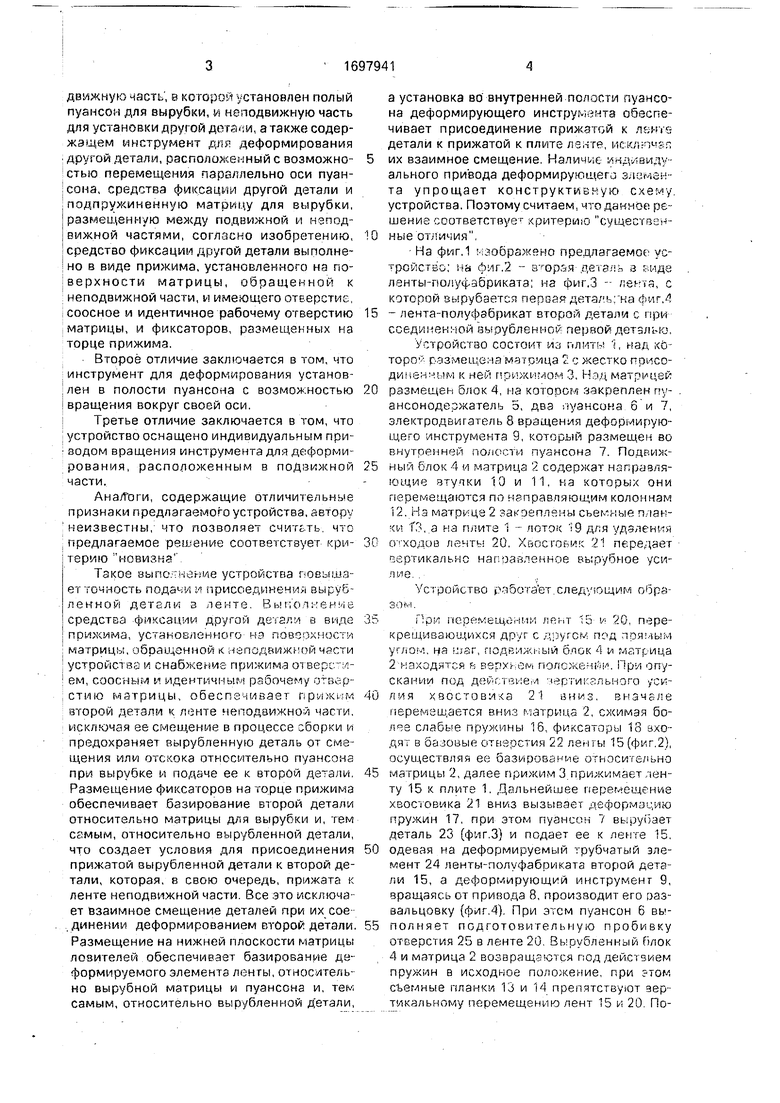
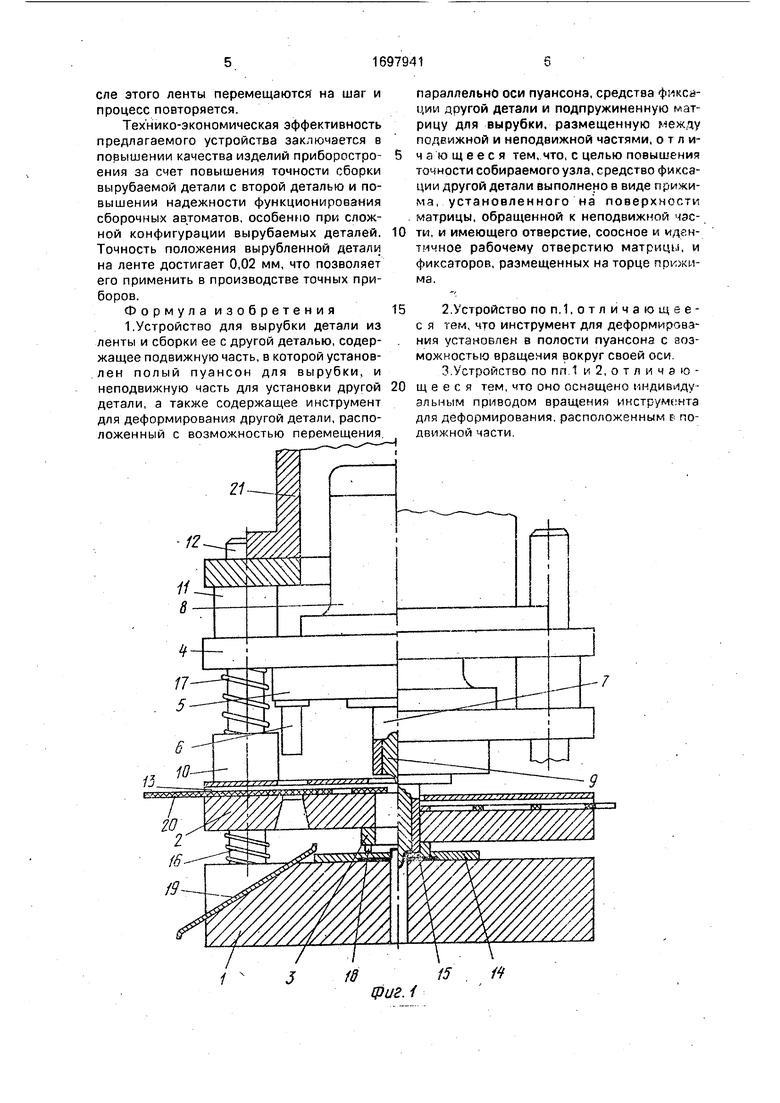
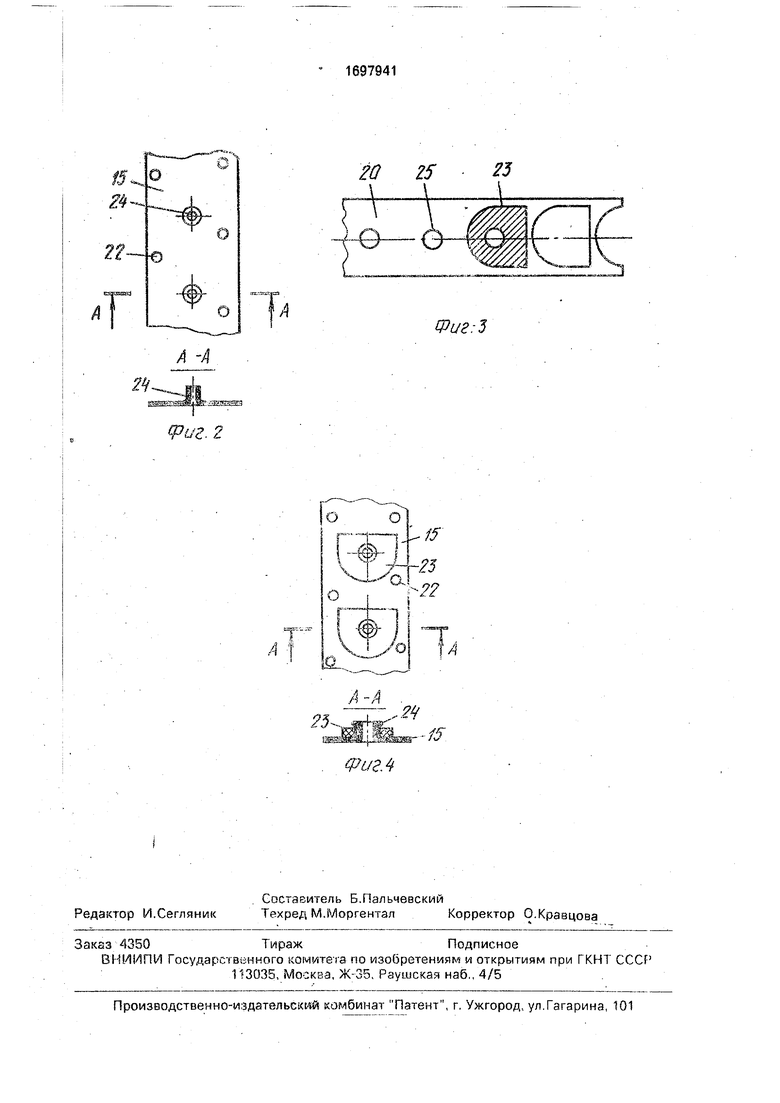
Изобретение относится к обработке металлов давлением, в частности к штампам для вырубки и сборки. Цель изобретения - повышение точности собираемого узла. Устройство содержит в неподвижной части плиту 1 с матрицей (М) 2 и подвижную часть с пуансоном (П) 6 для пробивки и с П 7 для вырубки. М 2 установлена подвижно на пружинах 16, и на ее нерабочем торце размещен прижим 3 с ловителями 18. Под М 2 установлены направляющие планки 14. Внутри П 7 установлен деформирующий инструмент 9. По М 2 перемещается лента (Л) 20, а по планкам 14-Л 15 с отбортованными отверстиями. П 6 пробивает отверстие в Л 20 П 7 вырубает из нее шайбу и снимает пружины 16. М 2 опускается, ловители 18 фиксируют Л 15, а прижим 3 прижимает ее. Вырубленная шайба по отверстиям М 2 и прижима 3 опускается и садится на отбортованное отверстие. Инструмент 3 производит сборку путем развальцовки борта, 2 з п ф-лы, 4 ил. (Л
(Риг. 1
А
фиг 2
А |
Фиг А
20 25
.-5
| Штамп совмещенного действия для изготовления колпачков с прокладкой | 1973 |
|
SU461765A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
