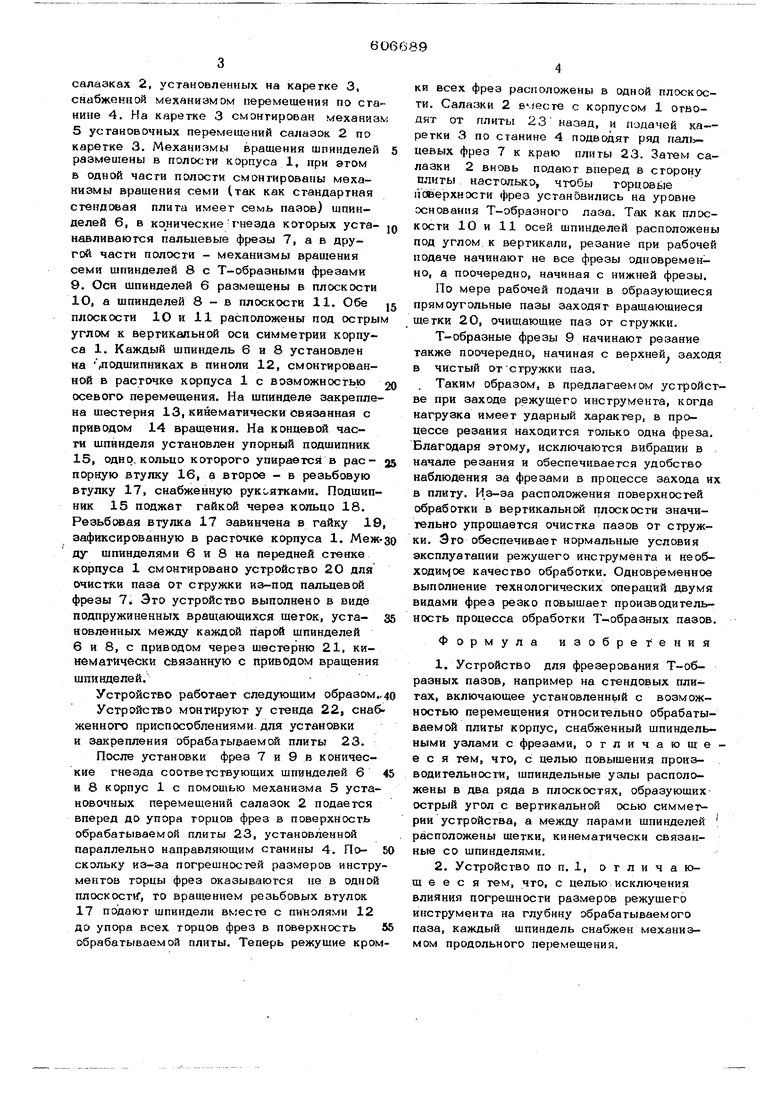
салазках 2, установленных на каретке 3, снабженной механизмом перемещения по станине 4. На каретке 3 смонтирован механизм 5 установочных перемещений салазок 2 по каретке 3. Механизмы вращения шпинделей 5 размешены в полости корпуса 1, при этом в одной части полости смонтированы механизмы вращения семи (так как стандартная стендовая плита имеет семь пазов) щпинделей 6, в коническиегнезда которых уста- JQ навливаются пальцевые фрезы 7, а в другой части полости - механизмы вращения семи шпинделей 8 с Т-образными фрезами
9.Оси шпинделей 6 размешены в плоскости
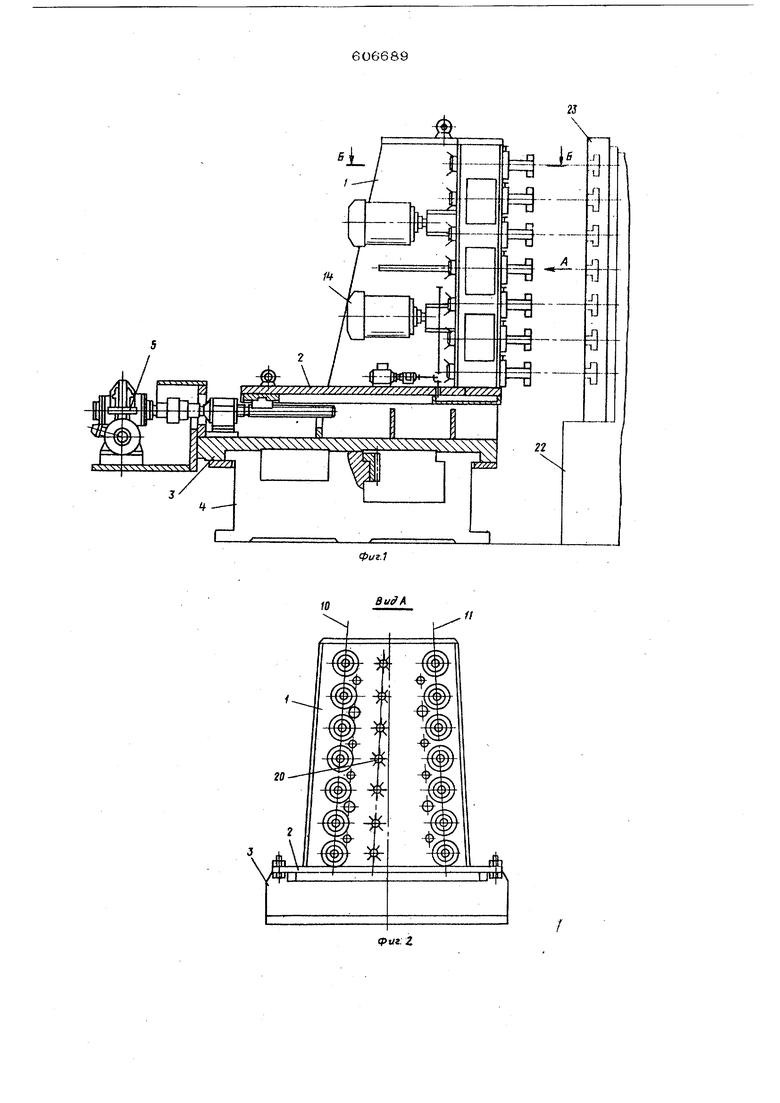
10,а щпинделей 8 - в плоскости 11. Обе плоскости 10 и 11 расположены под острым углом к вертикальной оси симметрии корпуса 1. Каждый щпиндель 6 и 8 установлен
на дюдщипниках в пиноли 12, смонтированной в расточке корпуса 1 с возможностью о осевого перемещения. На щпинделе закреплена шестерня 13, кинематически связанная с приводом 14 вращения. На концевой части шпинделя установлен упорный подщипник 15, одно, кольцо которого упирается в рас- 35 порную втулку 16, а второе - в резьбовую втулку 17, снабженную рукоятками. Подшипник 15 поджат гайкой через кольцо 18. Резьбизая втулка 17 завинчена в гайку 19, зафиксированную в расточке корпуса 1. Меж-зо ду шпинделями 6 и 8 на передней стенке корпуса 1 смонтировано устройство 2О для очистки паза от стружки из-под пальцевой фрезы 7 Это устройство выполнено в виде подпружиненных вращающихся щеток, уста- 35 новленных между каждой парой шпинделей 6 и 8, с приводом через шестерню 21, кинбмагйчески связанную с приводом вращения
шпинделей.
Устройство работает следующим образом„40 Устройство монтируют у стенда 22, снабженного приспособлениями, для установки и 3 1крепления обрабатываемой плиты 23.
После установки фрез 7 и 9 в конические гнезда соответствующих шпинделей 6 45 и 8 корпус 1 с помощью механизма 5 установочных перемещений салазок 2 подается вперед до упора торцов фрез в поверхность обрабатываемой плиты 23, установленной параллельно направляющим станины 4. По- 50 скольку из-за погрешностей размеров инструментов торцы фрез оказываются не в одной плоскости, то вращением резьбовых втулок 17 подают шпиндели вместе с пинолями 12 до упора всех торцов фрез в поверхность 55 обрабатываемой плиты. Теперь режущие кромки всех фрез расположены в одной плоскости. Салазки 2 вместе с корпусом 1 отводят от плиты 23 назад, и подачей ка- ретки 3 по станине 4 подводят ряд пал цевых фрез 7 к краю плиты 23. салазки 2 вновь подают вперед в сторону плиты настолько, чтобы торцовые iicteepxHOCTH фрез установились на уровне основания Т-образного лаза. Так как плоскости 10 и 11 осей шпинделей расположены под углом.к вертикали, резание при рабочей подаче начинают не все фрезы одновременно, а поочередно, начиная с нижней фрезы.
По мере рабочей подачи в образующиеся прямоугольные пазы заходят вращающиеся щетки 20, очищающие паз от стружки.
Т-образные фрезы 9 начинают резание также поочередно, начиная с верхней, заходя в чистый отстружки паз,
Таким образом, в предлагаемом устройстве при заходе режущего инструмента, когда нагрузка имеет ударный характер, в процессе резания находится только одна фреза. Благодаря этому, исключаются вибрации в начале резания и обеспечивается удобство наблюдения за фрезами в процессе захода их в плиту. Из-за расположения поверхностей обработки в вертикальной плоскости значительно упрощается очистка пазов от стружки. Это обесцечивает нормальные условия эксплуатации режущего инструмента и необходицое качество обработки. Одновременное выполнение технологических операций двумя видами фрез резко повышает производительность процесса обработки Т-образных пазов,
Формула изобретения
1.Устройство для фрезерования Т-образных пазов, например на стендовых плитах, включающее установленный с возможностью перемещения относительно обрабатываемой плиты корпус, снабженный щпиндельными узлами с фрезами, отличающееся тем, что, с целью повышения производительности, щпиндельные узлы расположены в два ряда в плоскостях, образующих острый угол с вертикальной осью симмеч рии устройства, а между парами шпинделей
расположены щетки, кинематически связанные со шпинделями,
2.Устройство по п. 1, отличающееся тем, что, с целью исключения влияния погрешности размеров режущего инструмента на глубину обрабатываемого паза, каждый шпиндель снабжен механизмом продольного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1973 |
|
SU374142A1 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Фрезерная головка | 1982 |
|
SU998002A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
IS - fs
/2
