УСТРОЙСТВО ДЛЯ ВЫРЕаЛНИЯ ОБЪЕМНЫХ ДЕТАЛЕЙ
(54) т РЕЗИНОВОЙ ЛЕИТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа | 1982 |
|
SU1082382A1 |
| Поточная линия для производства фильтров | 1976 |
|
SU662641A1 |
| Гидравлический пресс для вырубки деталей обуви из ленты | 1975 |
|
SU558046A1 |
| Устройство для управления подачей заготовки в станок для вырезки фигурных стекол | 1986 |
|
SU1433918A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРОЯ РЕЗИНОВЫХ И ТЕКСТИЛЬНЫХ ДЕТАЛЕЙ | 1932 |
|
SU39055A1 |
| Поточная линия для производства фильтров | 1975 |
|
SU527490A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОПИРНОГО ВЫРЕЗАНЯ ФИГУРНОГО СТЕКЛА | 1992 |
|
RU2023689C1 |
| Устройство для изготовления обрезиненногоКОРдНОгО пОлОТНА | 1978 |
|
SU804510A1 |
| Устройство для стыковки полос обрезиненного полотна | 1981 |
|
SU1131674A1 |
| Вырубной пресс-полуавтомат для раскроя совмещенных резино-текстильных и текстильных деталей | 1960 |
|
SU137666A1 |
Изобретение относится к оборудованию дня, закроя объемных деталей из резиновой леты и быть использована в резиновой промьпиленнести при изготовлении обуви.
Известно устройство для вырезания резиновых деталей, включающее механизм подачи и расположенньш над ним в держателе режущий узел
ГЦ. ,.. . Недостатком известного устройства является то, что на нем нельзя вьфезать детали объемного профиля, так как в устройстве отсутствует механизм периодкческ.ого включения режущего узла, который давал бы команду на его включение при подходе заготовки к режущему узлу.
Наиболее близким к изобретению является устройство для вырезания объемных деталей из резиновой ленты, включающее смонтированные на основании механизм подачи ленты и последсжательно расположенные над ним в держателях режущие узлы соответственно для вьфезки продольных и поперечных линий контура детали, соединенные с механизмом их периодического действия 2.
В известном устройстве резиновая лента с объемными заготовками подается под режущие узлы механизмом подачи, и когда заготовка поCTjmaeT на пенте под режущий узел, меха1щзм периодичеогого действия дает команду на его включение.
Механизм подачи в известном устройстве выg полней в виде опорного барабана, а держатели режущих узлов - в виде ножевых барабанов, при зтом включение ножерых барабанов осуществляется последовательно, что приводит к {гакоплениш ошибок и С1а жению точности закроя деталей.Кроме того, в известном устройстве режущие узлы в держателях закреплены жестко, что также сиижает точность закроя, так как при псдаче ленты не учитьшается ее поперечное смещение.
Цель изобретения - новынюние тощ1ости вы, резки деталей.
Это достигается тем, что устройство снабжено расположенными на держателе датчиком слежения поперечного смещения резиновой ленты, а каждый режущий узел смонтирован в держателе подвижно в направлении,перпендикулярном направле1шю перемещения ленты и снабжен приводом его перемещения, сЕяза шым с датчиком слежения.
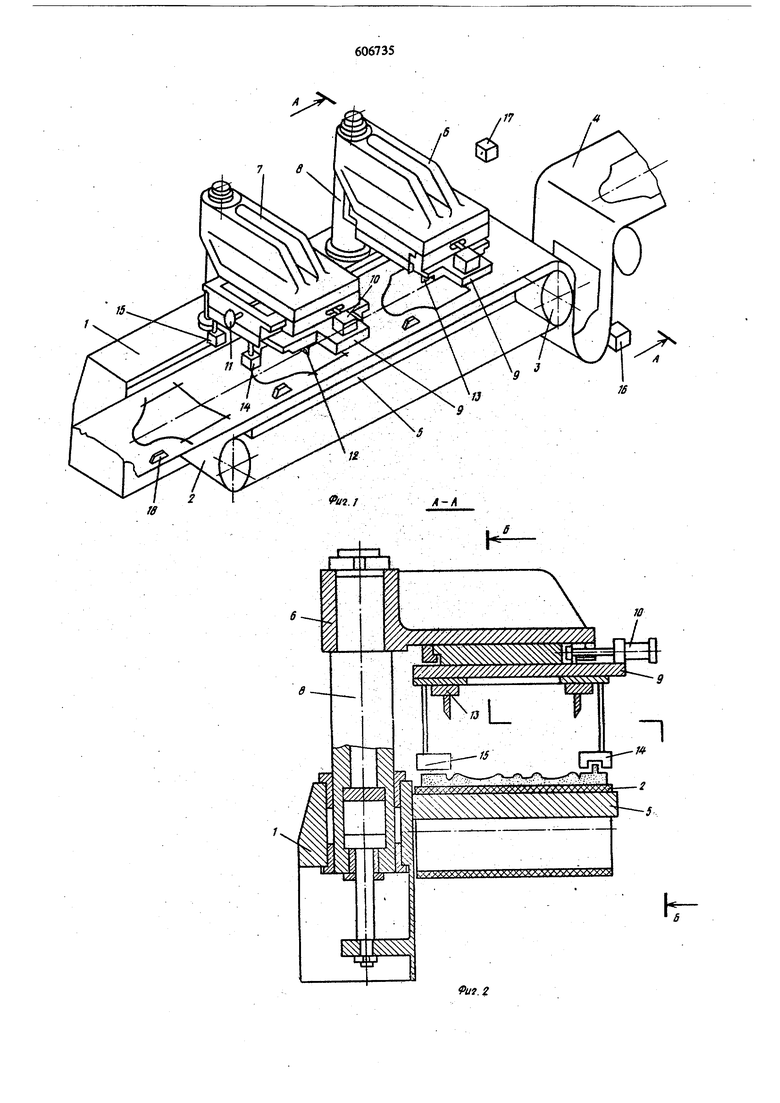
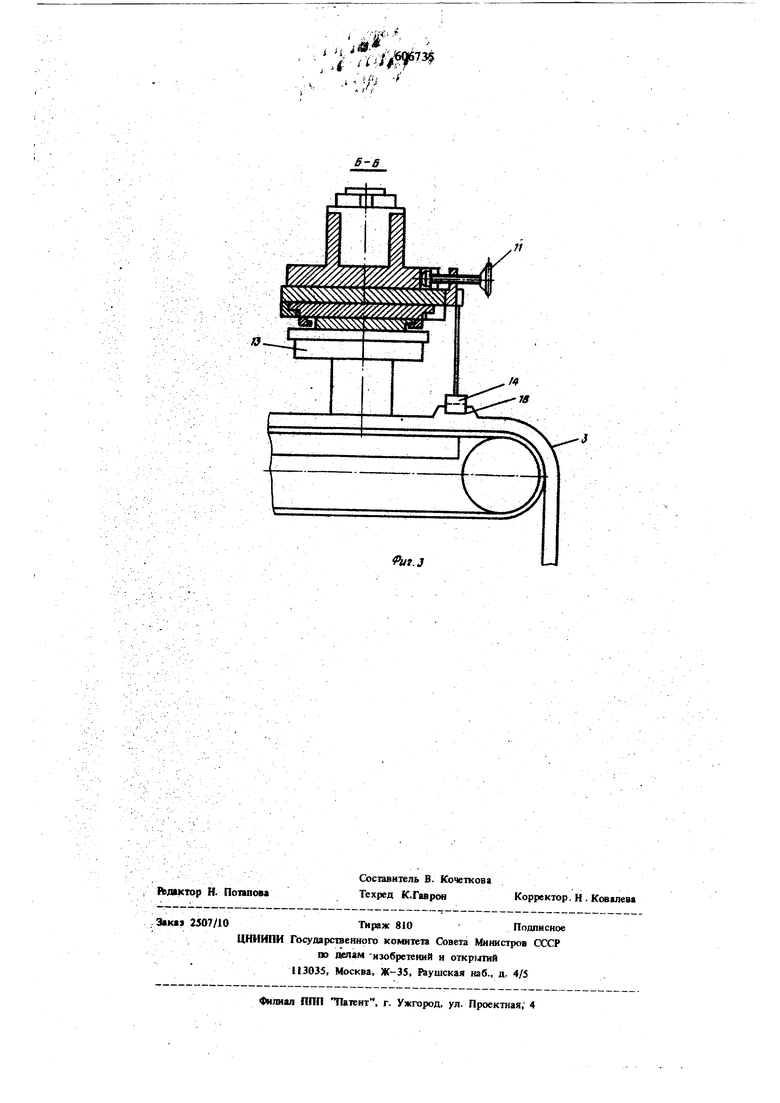
Меха1шзм подачи вьшолнен в виде шагсаого транспортера, а держатели - в виде подвижных в вертикальной плоскости головок. Ш фиг. 1 изображено предлагаемое устройство, обощй вид; на -фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Устройство содержит основание 1, на котором смонтирован шаговый транспортер 2 с приводом 3. Перед транспортером 2 установлено петлевое компенсационное устройство 4, под верхней ветвью траншортера имеется опорная плита S. Над транспортером 2 .последовательно по ходу движения транспортера распопожешл головки 6 и 7, под вижнь в вертикальной плоскости от приводов 8. Гол(шки 6 и 7 имеют подвижные плиты 9 с пуяводами, выполненными в виде ш;фОф1линдр я 10 для перемещения шит 9 в направлении, пертеншр кулярном шшравяению перемещения ленты, а также махсжики li для продольного перемещения плит 9. Ш плите 9 смонтированы раздвнжные ножи 12 и 13 для вырезки соответственно п и1еречшлх и продольных линий контура, детали, На шштах 9 хакже закреплеиь датчики 14 слежения за продош иым перемещением ленты и датчик 15 слежения за воперечшлм смещением тяжушцтоея полотна, которьй связан с гидроцилшщюм 10. Шхлеаое компенсационное yctpdiczDO 4 оснащено двумя датчиками: дапшком 16 нижнего положения н датчшсом 17 верхнего положения петли Штлевое ycTpdictso служит, дяя преобразования непрерьазного движения ленты в прерывистое. Вьфезка деталей на устройстве осуществляется следующим . Непрерывно даижущаяся лента поступает на петлевое устройство 4. После накопления необходимого количества ленты в петле срабатывает датчик 16 нижнего положеиия петли, кото1Шй включает привод 3 шагового траишорт«ра 2. С помощыЬ транспортера 2 материал подается под головки 6 и 7. По (жпшгу датчика 14 слежеиия за продольным перемещеиием ленты,управляющего работой траншортера 2, происходит остановка транспортера с материалом под головками Датчик 14 слежения за продольным перемещением полотна срабатывает от специального выступа 18, оттисненного на ленте напротив каждого контура детали. Одаовременно с подаЧей штериала осуществляется коррек1щя в пшеречном направлении плит 9 головки 6 и 7 относительно оттиска детали. Эха коррекция вьшолняется с помощью датчиков 15 слежения за поперечным смещением материала, который управляет пздроцклиндром 10 поперечного перемещения штаты 9. Коррекщ1я необходима для компенсации поперечного смещения ленты при его продольном движении относительно оси мащины. После точной установки ленты под головками включают гидроцилиндры 8 головок 6 и 7. По окончании вырубки гидроцилиндры 8 возвращают головки в исходное положение и включают транспортер 2 для подачи материала на следующи шаг. 1Ъбочий щосл продолжается до израсходования, запаса материала в петлевом устройстве, после чего срабатьшает датчик 17 верхнего положения петли и транспортер остатавливзется. Следующее включение устройства производится после нак(Я1ления необходимого количества материала в компенсащюнном петлевом устройстве при срабатывании датчика 16 нижнего положения петли. Формула изобретения 1.Устройство для вырезания объемных деталей из реэшпжой ленты, включающее смошировэшо ш осякюании механизм подачи ленты и последовпешяо расположенные над ним ь держателях режуарк узлы соответственно для вырезки продольных и псперечных линий контура детали, соединенные .с механизмом их периодитаского действия, отличающееся тем, что, с целью псшышения точности выpeзkи деталей, устройciao снабжено рашоложенным ш держателе датчиком слежения пшеречного смещения резиновой ленты, а каждый режущий узел смонтирован в держателе подвижно в направлении, перпендикулярном направлению перемещения ленты и снабжен npwBOROM его перемещения, связанным с датчиком слежения. 2.Устройство по п. 1, о т л и ч а ю щ е ес я тем, что механизм подачи вьшолнен в виде шаговоготрангаортера, а держатели - в виде подвижных в вертикальной плоскости головок. Источники информации, принятые во внимание при зкшертизе: 1.Авторское свидетельство СССР № 153786, кл. В 29 Н 7/04, 1962. 2.Авторское свидетельство СССР № 494279, кл. В 29 Н 7/04, 1972 .
uf.2
- / ..
./И...
:- /
-« // .-.л,, -f
fuf J
