(54) ТОКАРНЫЙ АВТОМАТ

| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU882704A1 |
| Зажимное устройство к станку | 1982 |
|
SU1098677A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| Роторный полуавтомат | 1990 |
|
SU1776220A3 |
| Многошпиндельный токарный автомат | 1978 |
|
SU808206A1 |
| Многошпиндельный токарный автомат | 1988 |
|
SU1641511A1 |

1
Изобретение относится к станкогтроению, в частности к токарншл авгсматам для обработки деталей в форме прутка.
Известен токарный автомат для двухсторонней обработки изделия из прутка, содержащий многрезцовый блок и многошпиндельный барабан (jj.
С целью расширения технологических возможностей предлагаемый автомат оснащен дополнительным устройстве, снабженньал обрабатывающим блоками, установленным соосно с многошпинцельным барабаном, и механизмом перегрузки изделия из многошпиндельнрго барабана в дополнительное обрабатывающее устройство.
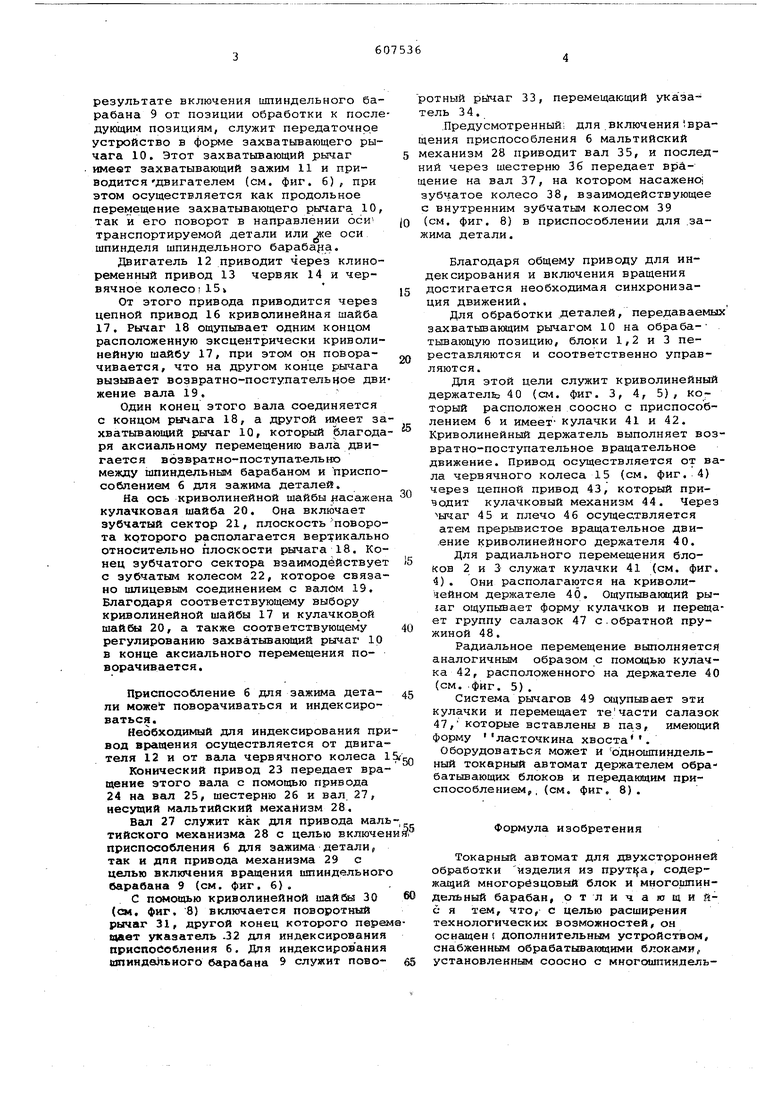
На фиг. 1 показан предлагаемый автомат, вид сбоку; на фиг. 2 - поперечное сечение по токарному автомату с видом на дополнительное обрабатывающее устройство; на фиг. 3 - обрабатывающее устройство в увеличенном масштабе; на фиг, 4 обрабатывающее устройство с приводньи механизмом; на фиг. 5 - разрез по радиальной плоскости этого устройства; на фиг. б - привод токарного автсяиата, приспособление для зажима деталей и захватывающий рычаг для деталей; на фиг. 7 - то же,в случае одношпиндельного токарного автомата; на Фиг. 8 - блоки привода приспособления для зажима деталей .
На фиг. 1, 2 представлен многошпиндельный токарный автомат с тремя дополнительными обрабатывающимии блоками 1, 2 и 3, которые увеличивают
0 возможности обработки токарного автомата.
Эти дополнительные обрабатывающие блоки установлены на суппорте 4, который жестко соединяется со станиной 5
5 токарного автомата.
Перед этим суппортом находится включаемое и заиндексированное приспособление 6, которое имеет средства 7 для зажима детали.
Внутри приспособления для зажима деталей находится направляющее кольцо 8, Обрабатывающие блоки 2 и 3 перемещаются радиально относительно приспособления 6 для зажима деталей, а обрабатывающий блок 1 перемещАется параллельно оси вращения этого приспособления.
Для транспортировки к приспособлению 6 детали, которая подается в результате включения шпиндельного барабана 9 от позиции обработки к после дующим позициям, служит передаточное устройство в форме захватывающего рычага 10. Этот захватывающий рычаг имеет захватывающий зажим 11 и приводится двигателем (см. фиг. 6), при этом осуществляется как продольное перемещение захватывающего рычага 10, так и его поворот в направлении оси транспортируемой детали или же оси шпинделя шпиндельного барабара. Двигатель 12 приводит через клиноременный привод 13 червяк 14 и червячное колесо;15k От этого привода приводится через цепной привод 16 криволинейная шайба 17. Рычаг 18 ощупывает одним концом расположенную эксцентрически криволинейную Шс1йбу 17, при этом он поворачивается, что на другом конце рычага вызывает возвратно-поступательное дви жение вала 19. Один конец этого вала соединяется с концом рычага 18, а другой имеет за хватывающий рычаг 10, который благода ря аксиальному перемещению вала двигается возвратно-поступат-ельно между шпиндельным барабаном и приспо соблением 6 для зажима деталей. На ось криволинейной шайбы насажен кулачковая шайба 20. Она включает зубчатый сектор 21, плоскость поворо та Которого располагается вертикальн относительно плоскости рычага 18. Ко нец зубчатого сектора взаимодействуе с зубчатым колесом 22, которое связа но шлицевым соединением с валим 19. Благодаря соответствующему выбору криволинейной шайбы 17 и кулачков ой шай 20, а также соответствующему регулированию захватывающий рычаг 10 в конце аксиального перемещения поворачивается . Приспособление 6 для зажима детали може поворачиваться и индексироваться. Необходимый для индексирования пр вод вращения осуществляется от двига теля 12 и от вала червячного колеса Конический привод 23 передает вра щение этого вала с помощью привода 24 на вал 25, шестерню 26 и вал 27, несущий мальтийский механизм 28. Вал 27 служит как для привода мал тийского механизма 28 с целью включе приспособления 6 для зажима детали, так и для привода механизма 29 с целью включения вращения шпиндельног барабана 9 (см. фиг. 6}. С криволинейной шай&а 30 (см. фиг. 8) включается поворотный рычаг 31, другой конец которого пере toaeT указатель .32 для индексирования приспособления 6. Для индексирования шпиндельного барабана 9 служит повоотный рьйчаг 33, перемещающий указаель 34. .Предусмотренный: для .включения iвраения приспособления 6 мальтийский еханизм 28 приводит вал 35, и последй через шестерню 36 передает враение на вал 37, на котором насажено убчатое колесо 38, взаимодействующее внутренним зубчатым колесом 39 см. фиг. 8) в приспособлении для .заима детали. Благодаря общему приводу для инексирования и включения вращения остигается необходимая синхронизация движений. Для обработки деталей, передаваемых захватывакндим рычагом 10 на обрабатывающую позицию, блоки 1,2 и 3 переставляются и соответственно управляются. Для этой цели служит криволинейный держатель 40 (см. фиг. 3, 4, 5), Который расположен соосно с приспособлением 6 и имеет- кулачки 41 и 42. Криволинейный держатель выполняет возвратно-поступательное вращательное движение. Привод осуществляется от вала червячного колеса 15 (см. фиг. 4) через цепной привод 43, который приводит кулачковый механизм 44. Через ычаг 45 и плечо 46 осуществляется атем прерьшистое вращательное дви.ение криволинейного держателя 40. Для радиального перемещения блоков 2 и 3 служат кулачки 41 (см. фиг. 4). Они располагаются на криволичейном держателе 40, Ощупывающий рыjar ощупывает форму кулачков и перещает группу салазок 47 с.обратной пружиной 48. Радиальное перемещение выполняется аналогичным образом с помощью кулачка 42, расположенного на держателе 40 (см. фиг. 5). Система рычагов 49 сяцупывает эти кулачки и перемещает течасти салазок 47, которые вставлены в паз, имеющий форму ласточкина хвоста . Оборудоваться может и -одношпиндельный токарный автомат epжaтeлeм обрабат 1вающих блоков и передатацим приспособлением,, (см. фиг, 8). Формула изобретения Токарный автомат для двухстрронней обработки изделия из npyTEfa, содержащий многорезцовый блок и многошпиндельный барабан, отличающийс я тем, что, с целью расширения технологических возможностей, он оснащен дополнительным устройством, снабженным обрабатывающими блоками j, установленным соосно с многошпиидельным барабаном, и механизмом перегрузки изделия с многошпиндельного барабана в дополнительное обрабатывающее устройство.
Источники информации, принятые во внимание при экспертизе:
Фиг 1
Фиг 2 У Я --ь
