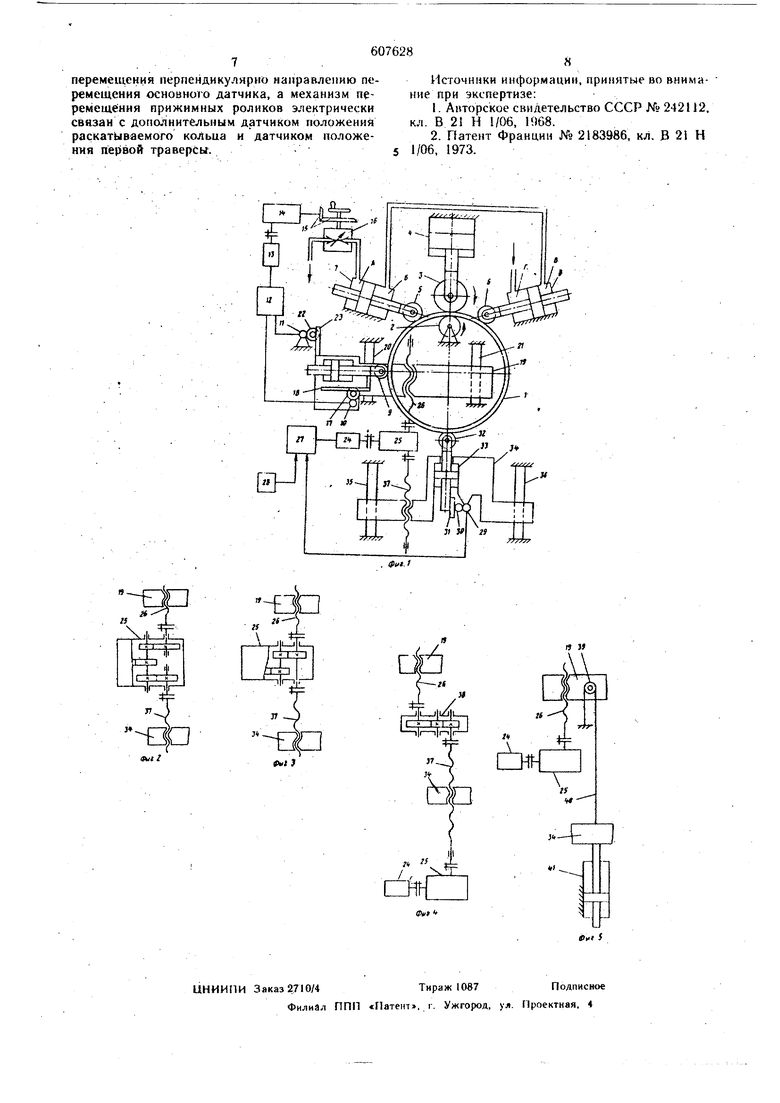
На фиг. 1 представдеяа схема предлагаег сго устройства для азтоматяческсго управления перемещением прнжймных ратиков ji кольцепрокатном стане, на фиг. 2 - вариант исполнег-гия кинематической «аззи междутраверсами в виде редактора с двумя выходными валами; на фиг. 3 - то же, в виде редукторгз с сочлененными выходными валами; на фиг. 4 г- то же, в виде двух редукторов; на фиг. 5 - то же, в виде блочной передачи
Заготовка i установлена в вабочем положении нз опорный ролик 2,. к которому она прижата раскатным роликом 3, закреплекны 4 на штоке гидроцилиндра 4. Прижимные ролики 5 и 6, установленные соответственно иа штоках гидроцилиндров 7 и 8, располонсены симметрично относительно оси раскатки.
Следящий ролкк 9 CBRsats с контрольной системой, состоящей из дополиите/гьного датчика 10 положения раскатываемого кольца и согласованного с нкн дат-ика II. Оба .я могут быть выполнены, например., в виде ispcuHзионных потенциометров. . 10 и 11 подключеьы к системе управления приводом гфижимных роликов 5 и 6, состоящей из блока управ.шния 12. электродвигателя i3, редуктора 14, пары коЕ ических шестерен 15 и регул 1рующего дросселя 16, установленного на слйве полости .4 гидроа.илиндра 7. Полости Б и В соотве ственьо цилиндр,ов 7 и 8 соединены ме.жду собой, полость Г .Нйлйндра 8 (годключеиа к нагнетающей магистрали. Датчик 10 через комплект шестерен 17 и зубчатую рейку 18 кинематически связан со следяш,им роликом 9.
Следящий ролик 9 и датчик 10 установленына траверсе 19, с.монтированной на иаправл5 ощих 20 и 21 станины, параллельных оси раскатки. С траверсой 19 через комплект uiecreрен 22 и зубчатую.рейку 23 кинематически связан датчик 11 положения этой траверсы.
Привод перемещеггдя траверсы 19 содержит электродвигатель 24, редуктор 25 и пару винт-гайка 26. Этот привод подключен к системе угфавлення в виде блока управления 27, соединенного с задатчиком 28.
- Основной датчик 29 положения раскатываемого кольца, через комплект шестерен 30 и зубчатую рейку 31 кинематически, связан с контрольным роликом 3.2, установленным подвижно - вдоль оси раскаткя, например eus штоке силового цилиндра 33, закрепленкого на второй траверсе 34.
Траверса 34 смонтирована на направляющих. 35 и 36, параллельных, канравляющим 20 и 21 первой трайерсы 19. Траверсы .19 и 34 кинематически связаны между собой через передачу, сообщающую траверсе 34 скорость перемещения в два раза, большу.о, чем скорость перемещения траьерсы 19. Такая связь может быть получена, если траверсы 19 и 34 соединены с редуктором 25 привода их перемещения через пары вият-гайка 26 и 37 соответственно.
Редуктор 25 гйожет иметь два выходных вала (фиг, 1, 2), одни из которых соединен с винтом 26 траверсы 19, а другой -с винтом 37 траверсы 34.. При этом передаточные числа от электродвигателя 24 к выходным валам и шаг
Каждого нэ винтов связаны между собой зависимостью .
.
la
в
где Ii - передаточлое число к валу, соеди ® ценному с винтом 26;
12 - передаточное число к валу, соединенному с винтом 37;.
hi - щаг винта 26 траверсы 19; hg - щаг винта 37 траверсы 34. Если винты 26 и 37 имеют одинаковый шаг (фиг. 2), то должно Соблюдаться соотнощение
. . .
Винты 26 и 37 могут быть соединены с сочлененными валами редуктора (фиг. 3), т.е. передаточные числа к валам равны между собой:
. 1 Ь.
в этом случае винты 26 и 37 имеют разный шаг, причем
112 - 2hi.
Возможен вариант (фиг. 4), когда винт 37 соединен с редуктором 25, а винт 26 соединен с винтом 37 через дополнительный редуктор 38. При зтом .рерёдаточное число редуктора 38 и asar каждого из винтов 26 и 37 связаны между 5 собой соотнощением .
где i - передаточное число редуктора 38 (если за ведущий принят вал, соединенный с вин0 том 37 траверсы 34);.
h) - щаг винта 26;
h2 - щаг винта 37..
При равенстье щата винтов 26 и 37 передаточное число редуктора 38 i 2. Еще один вариант исполнения кинематической связи между траверсами показан на фиг. 5. Траверса 19 соединена с приводом перемещения при помощи пары винт-гайка 26. На траверсе 19 установлен блок 39, через который перекинут трос 40, соединенный одним концом О с траверсой 34 и закрепленный другим концом на станине. Натяжение троса осуществляется, например, силовым цилиндром 41 или грузом.
Следящий ролик 9 может быть установлен на станине с возможностью перемещения под углом к оси раскатки, но при этом ось перемещения должна проходить через центр раскатываемой заготовки.
Устройство работает следующим образом. Ролик 32 в процессе обработки контролирует диаметральный размер заготовки I вдоль
Q оси раскатки, управляя через датчик 29 приводом перемещения траверсы 19 так, что она проходит путь в два раза меньщий, чем прирост диаметра заготовки. Перемещение траверсы регистрирует датчик П, а радиальный размер заготовки по другой ее оси фиксирует датчик 10, кичематически связанный со следящим роликом 9.
Вели заготовка в процессе раскатки принимает правильную геометрическую форму окружности по наружному диаметру, радиальн е размеры ее по всем направлениям вь1равниваются, соответственно и сигналы датчиков 10 и 11 выравниваются. Система управления приводом прижимных роликов 5 и 6 прекращает изменение скорости отвода роликов, так как при одинаковых сигналах на входе блока управления 12 сигнал на его выходе равен нулю. Скорость OTBOflia роликов 5 и 6 в этом случае соответствует скорости раскатки заготовки 1. При несоответствии скорости раскатки и скорости отвода роликов сигнал на выходе блока управления не будет равен нулю. При уменьшении скорости раскатки по отношению к скорости отвода прижимных роликов 5 и 6 заготовка 1 смещается в направлении вращения, отходя от прижимного ролика 6 и отжимая следящий ролик 9. Следящий ролик 9 через зубчатую рейку 18 и шестерни 17 поворачитает Ось датчика 10, увеличивая сигнал последнего по сравнению с сигналом датчика И, кинематически связанного с траверсой 19. На выходе блока управления 12 появляется напряжение, которое заставляет ротор электродвигателя 13 вращаться в направлении, соответствующем уменьшению проходного сечения дросселя 16. Скорость отвода прижимных роликов 5 и 6 снижается, заготовка 1 смещается до возобновления контакта с прижимным роликом б, вновь занимая симметричное относительно оси раскатки положение. Сигналы датчиков 10 и 11 выравниваются, а выходное напряжение блока управления J2 становится равным нулю. Если скорость раскатки превышает скорость отвода прижимных роликов 5 и 6, то заготовка 1 вытягивается вдоль оси раскатки. Скорость перемещения траверсы 19 в этом случае возрастает, так как ее привод через систему управления связан с датчиком 29, который через шестерни 30 и зубчатую рейку 31 соединен со штоком следящего ролика 32, измеряющего диаметральный размер заготовки по оси раскатки. Вместе с тем вытягивание заготовки вдоль оси раскатки приводит к замедлению перемещения следящего ролика 9. В результате сигнал датчика 11 станет больше сигнала датчика 10. Блок управления 12 подает сигнал на враш,ение ротора электродвигателя 13 в сторону. Обеспечивающую увеличение проходного сечения дросселя 16. Скорость отвода прижимных роликов 5 и 6 возрастает. Это приводит к увеличению прироста размера заготовки 1 по оси, перпендикулярной оси раскатки. Размеры заготовки по обеим осям выравниваются, она вновь принимает правильную геометрическую форму. Сигналы датчиков 10 и П становятся одинаковыми, электродвигатель 13 останавливается. Перемещение траверсы 19 происходит автоматически в соответствии с ростом диаметра заготовки вдоль оси раскатки. Увеличивающаяся в диаметре заготовка 1 воздействует на следящий ролик 32, вследствие чего он перемещается относительно траверсы 34, сигнал датчика 29 изменяется по сравнению с сигналом задатчика 28. Эти сигналы поступают в блок управления 27, Клзторый, сравнивая их, подает соответствующий сигнал на вход электродвигателя 24, вращаюишй винт 26 траверсы 19, заставляй последнюю перемещаться по направляющим 20 и 21. Одновременно со скоростью, в два раза превышающей скорость перемещения траверсы 19, по направляющим §5 и 36 движется траверса 34. При этом если скорость движения траверсы 34 не соответствует скорости роста диаметра заготовки вдоль оси раскатки, то шток ролика 32 перемещается относительно траверсы 34, изменяя тем самым сигнал датчика 29. От этого сигнала зависит: выходное напряжение блока управления 27, а следовательно, и скорость вращения ротора электродвигателя 24, перемещающего траверсы 19 и 34. Если скорость, роста диаметра заготовки 1 превышает скорость движения траверсы 34, ролик 32 движется по направлению к травер е 34, увеличивая сигнал датчика 29. При этом скорость вращения ротора электродвигателя 24 возрастает, обеспечивая увеличение скоростей перемещения траверс 19 и 34, что приво дит к выравниванию скоростей движения тра версы 34 и роста диаметра заготовки. Если скорость роста диаметра заготовки 1 ниже скорости движения траверсы 34, то ролик 32 движется от траверсы 34, уменьшая сигнал датчика 29. Это приводит к уменьшению скорости вращения ротора электродвигателя 24 а следовательно, снижает скорости перемещения траверс 19 и 34. Происходит выравнивание скоростей движения траверсы 34 и роста Диаметра заготовки вдоль оси раскатки. Наличие траверс 19 и 34 позволяет удерживать следящий ролик на одной оси с центром заготовки в течение всего времени обработки. Это обеспечивает точный замер следящим роликом размера заготовки по оси, не совпадающей с осью раскатки. Формула изобретения Устройство для автоматического управления перемещением прижимных роликов в кольцепрокатном стане, содержащее установленные в станине раскатной и опорный ролики с осями, перпендикулярными оси раскатки, два прижимных ролика, размещенных симметрично относительно оси раскатки и связанных с механизмом их перемещения, основной датчик положения раскатываемого кольца, установленный на оси раскатки с возможностью перемещения вдоль нее, отличающееся тем, что, с целью улучщения качества раскатываемых колец и повышения надежности услройства в работе, оно снабжено двумя траверсами, установленными на направляющих станины, приводом их перемещения параллельно оси раскатки, установленными на одной из траверс дополнительным датчиком положения раскатываемого кольца и датчиком положения этой траверсы, основной датчик положения раскатываемого кольца установлен на второй траверсе и электрически связан с приводом перемещения , дополнительный датчик установлен с возможностью
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1976 |
|
SU653010A1 |
| Кольцепрокатный стан с автоматическим управлением приводом перемещения прижимных роликов | 1975 |
|
SU578146A1 |
| Устройство для автоматического управления перемещением прижимного ролика в кольцепрокатном стане | 1973 |
|
SU471942A1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| Устройство для браковки ткани | 1974 |
|
SU711211A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПЛАСТА ТЕСТА И ФОРМОВАНИЯ ИЗ НЕГО ТЕСТОВЫХ ЗАГОТОВОК | 2008 |
|
RU2408190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВАЛОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725455C1 |
| Полуавтомат для стачивания деталей швейных изделий по заданному контуру | 1976 |
|
SU654711A1 |
| Устройство для производства хлебного изделия | 1984 |
|
SU1405764A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
