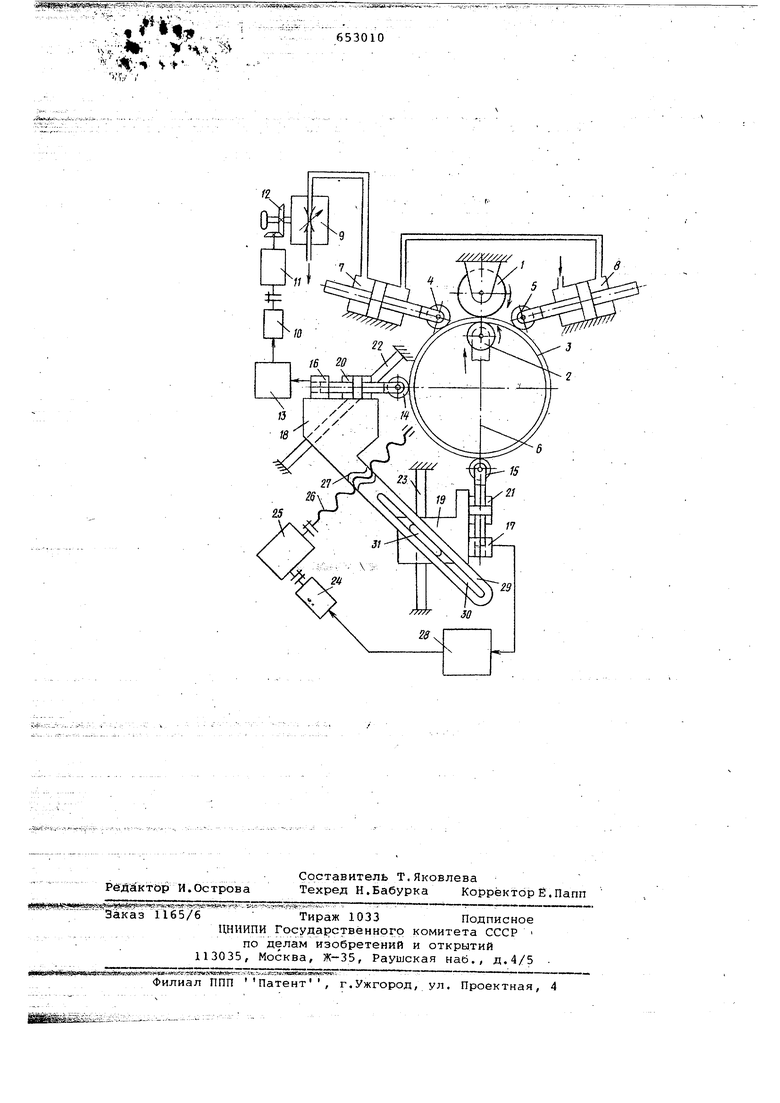
(54) КОЛЬЦЕПРОКАТНЫЙ СТАН ти гидроцилиндра 8, а на сливе из левой полости гидроцилиндра 7 установлен дроссель 9 для регулирования скорости отвода прижимных роликов 4 и 5. . Дроссель 9 имеет электропривод в виде электродвигателя 10, выходной вал которого через редуктор 11 и пару конических шестерен 12 связан с валом дросселя9. Электродвигатель 10 подключен к блоку управления 13, соединенному с контрольной системой. Контрольная система состоит из следящих роликов 14 и 15 и связанных с ними датчиков 16 и 17. В предлагаемрм кольцепрокатном стане следящие ролики 14 и 15 установлены асимметрично относительно оси:раскатки 6 и вместе со своими датчиками 16- и Г7 смонтированы .на каретках 18 и 19 соответственно. На каретках 18 и 19 закреплены пневМ6- или гидроцилиндры 20 и 21/на штоках которых уста;новлены следящие ролики .14 и 15, контактирующие с заготовкой 3. : . . . : KajiefKH 18 и 19 имеют направляющие 22 и 23, по. меиьщей мере одна из которых установлена . под углом к оси раскатки, . - . - . Каждый следящий ролик 14 и 15 име врэможн ость .перемещения относительно своей кареткй 18 и 19 под углом к ее на правляющим 22 и 23, равнйм углу между этими направляющими и осью рас.катки 6. ..... Каретки 18 и 19 имеют привод пере мещения, который на чертеже показан о.бщим для нихИвыполнен в виде элек тродвигателя 24, выходной вал которо го через редуктор 25 соединен с паро винт 26 - гайка 27.. Привод перемещения кареток 18 и 1 связан с одним из Датчиков 17, который через блок управления 28 соеди нен с исполнительнььм электродвигателем 24, . . - . Другой датчик 16 соединен с приво дом перемещений прижимных роликов 4 5,исполнительный электродвигатель 10 которого имеет блок управления 13, подключенный к датчику 16. В общем случае направляющие 22 и 23 кареткок 18 и 19 Могут быть закреплены на станине стана под любым углом,отвечающим указа:н1ым выше требованиям. На чертеже показан вариант выполнения стана/ в .котором каретка 19 смонтирована с возможностью перемеще ния параллельно оси раскатки 6, вдол которой установлен-следящих ролик 15 Это позволяет контролировать диаметральный размер заготовки 3 вдоль оси раскатки 6, параллельно которюй закреплены направлякяцие 23 каретки 1 Направлякядая 22 каретки 18 может быть закреплена под углом 45° к оси раскатки 6, а следящий ролик 14 имее возможность перемещения перпендикулярно этой оси. Это обеспечивает контроль диаметрального размера заготовки 3 по оси, перпендикулярной оси раскатки 6. Датчик 16 следящего ролика 14, установленного под большим углом к .оси раскатки (в данном примере 90) через блок управления 13 соединен с приводом перемещения прижимных роликов. Привод кареток сообщает им пропорциональное перемещение, отвечающее следующему соотношению: ,o5cC 62 cos Где.62- перемещение кареток; (ti - утлы напра.вляющих кареток , к оси раскатки. Каретки кинематически соединены между собой траверсой 29, связанной с приводом перемещения .кареток. На каретке, имеющей направляющие, наклоненные к оси раскатки под большим углом, траверса- закреплена жестко, а со второй кареткой связана с помощью кулисного механизма, имеющего направляющие 30 и ползун 31. Такая установка траверсы обеспечивает ее перемещение вдоль направляющей, имеющей больший угол наклона к оси раскатки. Стан работает следующим образом. Заготовка 3 деформируется между . раскатывающими валками 1 и 2 и, увеличиваясь в диаметре, воздействует на следящие ролики. 14 и 15, которые перемещаются в своих цилиндрах 20 и 21 относительно кареток 18 и 19 и изменяют состояние связанных с ними датчиков 16 и 17. Датчик 17 следящего ролика 15 управляет приводом перемещения кареток 18 и 19. В зависимости от положения следящего ролика 15 относительно каретки .19 датчик 17 выдает в блок управления 28 различный сигнал, В соответствии с сигналом блок 28 задает направление и скорость перемещения кареток 18 и 19, электродвигателем 24 через редуктор 25 враЩая винт 26, на котором перемещается гайка 27, закреп-, ленная на траверсе 29. Датчик 16 следящего ролика 14 управляет приводом перемещения прижимных роликов 4 и 5. в зависимости от положения следящего ролика 14 относительно каретки 18 датчик 16 вьадает в блок управления 13 различный сигнал.. В соответствии ,с сигналом блок 13, управляя при помощи электродвигателя 10 через регулятор 11 и пару конических шестерен 12 дросселем 9, устанавливает скорость отвода прижимных роликов 4 и 5. когда скорость отвода прижимных роликов 4 и 5 меньше скорости роста диаметра заготовки 3, последняя
вытягивается вдоль оси раскатнгй б, а каретки 18 и 19 занимают такое положение, когда следящий ролик 14 выдвинут к сторону заготовки 3, При этом датчик 16 выдает сигнал на увеличение проходного сечения дросселя 9. Слив : из левой полости гидро- 5 цилиндра 7 возрастает, скорость отвода прижимных роликов 4 и 5 увелич 1Ъается, Скорость роста диаметра заготовки 3 вдоль оси раскатки б уменьшается. Заготовка 3 принимает 10 круглую форму, вдвигая следящий ролик 14, который меняет свою связь с датчиком 16. Датчик 16 выдает сигнал на прекращение увеличения проходного сечения дросселя 9, кото- 55 рый устанавливает скорость отвела прижимных роликов 4 и 5, боответствующуго скорости роста диаметра заготовки 3.
Когда скорость отвода прижимных «« роликСв 4 и 5 превысит скорость роста диаметра заготовки 3, последняя отходит от прижимного ролика 5 и смещается в сторону прижимного ролика 4/вдавливая следящий ролик 14.
Связанный с этим роликом 14 датчик 25 16 выдает на уменьшение Проходного сечения дросселя 9. Слив из левой полости гидроцилиндра 7 уменьшается, скорость отвода прижимньк роликов 4 и 5 снижается. Заготовка 30
3постепенно подходит к прижймнбму, ролику 5, занимая симметричное положение относительно оси раскатки 6. Следящий ролик 14 выдвигается, а связанный с ним датчик 16 выдает сигнал 35 на прекращение уменьшения проходногЬ сечения, дросселя 9. В соответствии
с новым значением проходного сечения дросселя 9 устанавливается другая скорость отвода прижимных роликов
4и 5.
Таким образом, в предлагаемом стане скорость отвода прижимных роликов 4 и 5 поддерживается соотватстйуйщей скорости роста диаметра загбтговки 3 в процессе ее раскатки. При этом заготовка 3 весь период раскатки имеет правильную геометрическую фору, что позволяет получать на этом стане кольца требуемого диаметра минимальным отклонением размера. 50
, Размещение следящих роликов 14 15 на каретках 18 и 19 позволяет меньшить диапазон их перемещения. граничение диапазона перемещения ледящих роликов 14 и 15 относитель- 55
но кареток 18 и 19 обеспечивает эначитальное повьниение чувствительности датчиков 16 и 17, которые смонтированы на каретках 18 и 19. Высокая чувствительность датчиков повышает точность койтроэтя дйаметр а заготовка в процессе раскатки, а следовательно, и тсэчность раскатки.
Предлагаемый стан обеспечивает повышение надежности прокатки и упрощение конструкции за счет использования пропорционального закона перемещения кареток.
Предлагае№Лй кольцепрокатный стан обеспечивает возможность обработки заготовок диаметром более 1 м с точ. ностью i 1 MKi по диаметру.
Формула изобретения
1.Кольцепрокатный стан, содержащий установленные в станине внутренний инаружный раскатные валки, центрирующий механизм лве каретки с прив1одом их перемещения, устаиовленные на направляющих станины, и два следящих ролика; размещенные с .возможностью перемещения на соответствующих каретках аситетрично относительно оси; раскатки; Проходящей через
оси валков, о г л и ч а ю щ и и с я тем, что, с целью упрощения конструкции стана и повышения надежности, по меньшей;мере одна из направляющих расположена йод углом к .оси раскатки, а к-аждйй следящий ролик установлен с возможностькЗ; перемещения относительно cQof в ёт йтвТющей направляющей под углом, равньомуглу наклона этой напра вляющей к оси раскатки, при этом каретки кинематически связаны между, собой.
2.Стан по П.1, о т л и ч а ю щ и и с я тем, что кинематическая связь кареток выполнена, в виде траверсы, жестко закрепленной на каретке, установленной йа направляющей, имеющей больший угол наклона к оси раскатки, а со второй кареткой соединена с помощью кулисного механизма.
3.Стан ПОП.1И 2, отли чающийся тем, что одна из направляющих установлена под углом 45
к раскатки.
653010
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления перемещением прижимных роликов в кольцепрокатном стане | 1975 |
|
SU607628A1 |
| Кольцепрокатный стан | 1976 |
|
SU599898A1 |
| Кольцепрокатный стан с автоматическим управлением приводом перемещения прижимных роликов | 1975 |
|
SU578146A1 |
| Устройство для автоматического изменения скорости перемещения опорных роликов в кольце-прокатного стана | 1975 |
|
SU596346A1 |
| Устройство для автоматического управления перемещением прижимного ролика в кольцепрокатном стане | 1973 |
|
SU471942A1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| КОЛЬЦЕПРОКАТНЫЙ СТАН | 1971 |
|
SU305949A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| СТАН ДЛЯ РАСКАТКИ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2018 |
|
RU2704365C1 |
f2 ,-
