(54) ШТАМП ДЛЯ ОСАДКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 2006 |
|
RU2335373C2 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 2006 |
|
RU2311983C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Способ изготовления кольцевых изделий | 1986 |
|
SU1454558A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
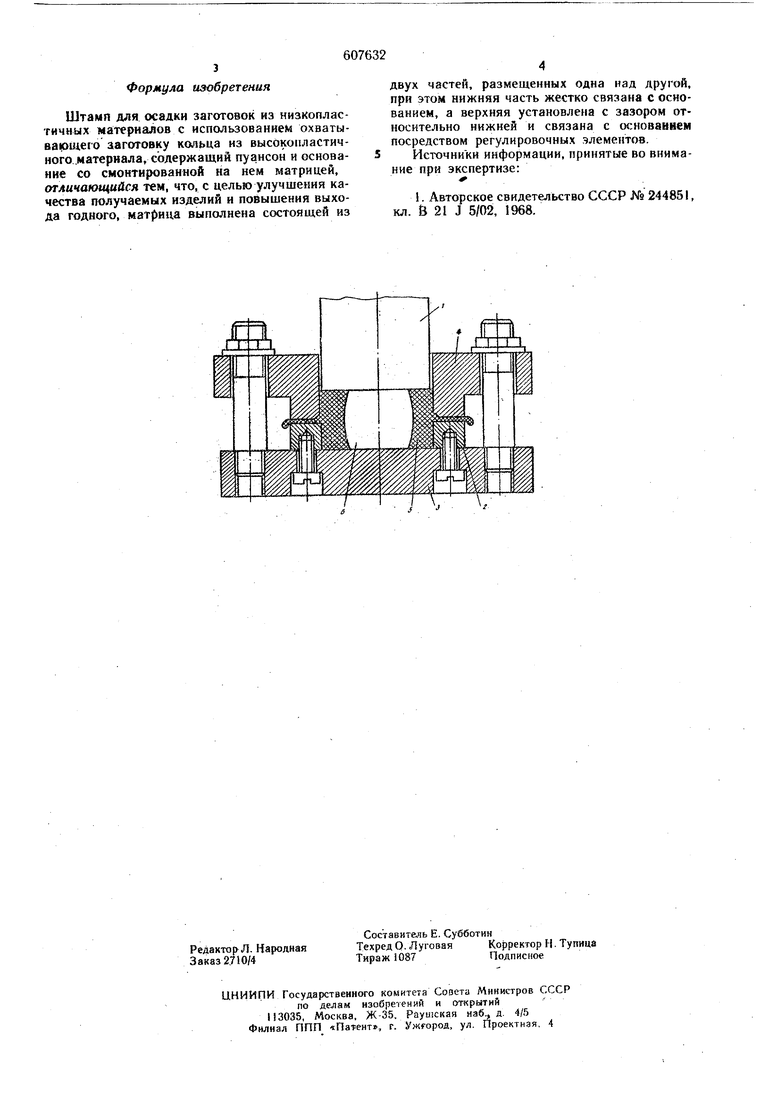
Изобретение относится к области обработки металлов давлением. Известен штамп для осадки заготовок из низкопластичных материалов с использование обхватывающего заготовку кольаа из высокопластичного материала, содержащий пуансон и основание со смонтированной на нем матрицей {1). Для регулировки величины противодавления в матрице выполнены радиальные отверстия заданного диаметра. Однако известный штамп не обеспечивает равномерность радиальной деформации заготовки, так как локальное снижение дав.те1шя в противодавящем материале около отверстий в матрице является причиной преимущественного радиального течения металла заготовки напротив этих отверстий. В результате возникает неравномерность структуры осаженной заготовки и увеличиваются отходы при ее дальнейшей обработке. Цель изобретения - улучшить качество получаемых изделий и повысить выход годного. Это обеспечивается тем, что матрица выполнена состоящей из двух частей, размещенных одна над другой, при этом нижняя часть жестко связана с основанием, а верк}|яя установленй С зазором относительно нижней и связана с основанием посредством регулировочных лементов. Койструкцня обеспечивает созданне при осадке противодавления, равномерно распределенного «о периметру заготовки. На чертйже изображена принципиальная схема предлагаемого штампа. Он содержит пуансон 1, матрицу, состоящуй из двух частей - нижней 2, жестко связанной с основанием 3, и верхней 4, установленной с зазором относительно нижней частн и связанной с основакнем 3 посредством регулировочных элементов; кольцо из пластичного материала 5. Заготовку б помещают внутрь кольца 5. При перемещении пуансона 1 вниз осуществляется одновременная осадка заготовки н пластнчного кольца. При этом материал кольца вытекает через зазор между частями матрниы 2 и 4, величину которого определяет создаваемое противодавление. Благодаря кольцевому зазору противодавление 13О периметру заготовки распределяется равномерно н обеспечивает равномерность деформация заготовки. Осаженные з.чготовки имеKij равномерную структуру и равномерное распределение механнческих свойств по сечению.
Формула изобретения
Штамп для осадки заготовок из низкопластичных материалов с использованием охватывающего заготовку кольца из высокопластичиого .материала, содержащий пуансон и основание со смонти{юванной на нем матрицей, отличающийся тем, что, с целью улучшения качества получаемых изделий и повышения выхода годного, матрица выполнена состоящей из
двух частей, размещенных одна над другой, при этом нижняя часть жестко связана с основанием, а верхняя установлена с зазором относительно нижней и связана с о :нова11ием посредством регулировочных элементов.
Источники информации, принятые во внимание при экспертизе:
I. Авторское свидетельство СССР № 244851, кл. S 21 J 5/02, 1968.
