Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении объемной штамповкой кольцевых заготовок из материалов, способных к пластической деформации в холодном состоянии.
Существует несколько способов штамповки кольцевых заготовок (А.С.Львов, Ю.Л.Рождественский, А.В.Абрамов, Л.К.Литвак, Штамповка кольцевых заготовок. М.: Машгиз. 1958. 183 с.), в которых их раздача при осадке производится жестким деформирующим инструментом.
Известно, что при данных способах раздачи требуется применение сложной дорогостоящей штамповой оснастки. Наряду с этим наличие пластического течения в двух взаимно противоположных направлениях обусловливает различное деформированное состояние на различных участках кольца. Для процесса осадки колец традиционным способом характерно наличие потери устойчивости по внутреннему контуру; кроме того, возникают сложности с управлением формообразованием, что снижает коэффициент использования металла.
В качестве прототипа рассмотрен способ, раскрытый в US 4364251, B21D 22/10, 21.12.1982, который характеризуется большим количеством признаков, совпадающих с признаками заявленного изобретения, а именно: способ штамповки кольцевых заготовок, включающий осадку и раздачу установленной в полость матрицы кольцевой заготовки, которые производят одновременно, при этом раздачу осуществляют путем создания внутри кольцевой заготовки гидростатического давления несжимаемой гидросреды.
Недостатки, имеющиеся в аналоге, высокие трудозатраты и недостаточная технологичность, устраняются предлагаемым решением.
Решаемая задача - совершенствование технологии штамповки кольцевых заготовок из материалов, способных к пластической деформации в холодном состоянии.
Технический результат - снижение трудозатрат и повышение технологичности способа за счет обеспечения стабильности силы деформирования и равномерного течения металла, а в итоге, повышение качества полуфабриката с точки зрения геометрии и отсутствия трещин.
Этот технический результат достигается тем, что в способе штамповки кольцевых заготовок, включающем осадку и раздачу установленной в полость матрицы кольцевой заготовки, которые производят одновременно, при этом раздачу осуществляют путем создания внутри кольцевой заготовки гидростатического давления несжимаемой гидросреды, перед установкой кольцевой заготовки полость матрицы заполняют несжимаемой гидросредой, а осадку заготовки и создание внутри нее гидростатического давления осуществляют пуансоном; в качестве несжимаемой гидросреды используют веретенное масло; полость между заготовкой и матрицей заполняют несжимаемой гидросредой с обеспечением вытеснения ее в зазор между матрицей и пуансоном или через предусмотренное в матрице отверстие - для создания в заготовке напряженного состояния с преобладанием напряжений сжатия.
Предлагаемый способ обеспечивает возможность направленного формоизменения заготовок, увеличения внутреннего диаметра исходной кольцевой заготовки, обеспечивая повышение коэффициента использования металла.
Веретенное масло, являясь несжимаемой средой, создает радиальные силы, необходимые для раздачи (преодоления радиальных сил трения) и, кроме того, дополнительно является смазкой, уменьшающей коэффициент трения на границе «инструмент - заготовка».
Способ поясняется чертежом. Для совершения операции раздачи устанавливают в матрицу 1 исходную кольцевую заготовку 2, заполненную несжимаемой гидростатической средой так, чтобы уровень ее был несколько выше, чем высота исходной заготовки h. При движении подвижной траверсы гидравлического пресса вверх пуансон 3, закрепленный на неподвижной траверсе, при осадке исходной кольцевой заготовки 2 запирает гидросреду внутри кольца, которая играет роль раздающей среды. Снаружи кольца гидросреда вытесняется через зазор z или отверстие 4 (показаны условно без конструктивной проработки). При нулевом зазоре z процесс может идти с подчеканкой по диаметру матрицы, а при создании гидравлического сопротивления вытеснению жидкости, расположенной снаружи кольца, может создаваться «мягкая» схема напряженного состояния с преобладанием напряжений сжатия.
В результате теоретического анализа процесса раздачи кольцевых заготовок предложена аналитическая зависимость для определения силы деформирования в условиях гидростатического давления. Сопоставление расчетных и экспериментальных данных для Al-сплава показывает их удовлетворительную сходимость. Сравнение процессов раздачи кольцевых заготовок осадкой с гидросредой и без нее показало, что сила деформирования при раздаче с наполнителем превышает таковую без наполнителя в среднем на 5-7%.
На чертеже:
D - наружный диаметр заготовки;
d - внутренний диаметр заготовки;
h - высота заготовки;
р - давление, создаваемое пуансоном.
Пример осуществления способа.
Осуществляли штамповку кольцевых заготовок из сплава АМц с различными геометрическими параметрами, в частности с наружным диаметром D0=32 мм, высотой h0=10 мм и разными внутренними диаметрами. В качестве несжимаемой гидростатической среды использовали веретенное масло, которым заполняли полость матрицы на высоту, немного превышающую высоту заготовки h0. Затем помещали в матрицу кольцевую заготовку, которая деформировалась с различной степенью деформации (e) (см. таблицу).
В таблице приняты следующие обозначения:
D0 - начальный наружный диаметр заготовки;
h0 - начальная высота заготовки;
d0 - начальный внутренний диаметр заготовки;
s - толщина стенки кольца;
hкон - конечная высота заготовки;
е - степень деформации;
dкон - конечный внутренний диаметр заготовки;
Dкон - конечный наружный диаметр заготовки.
Геометрические параметры кольцевых заготовок из алюминиевого сплава, D0=32 мм, h0=10 мм.
dн=14,5
dн=43,3
dн=24
dн=45
Из таблицы видно, что наилучшее качество заготовок после осадки и раздачи обеспечивается при степени деформации е=0,18-0,25. Небольшая конусность осаженного кольца может быть исправлена в чистовом ручье штампа. При е=0,29-0,36 может образовываться овал, что неисправимо, или трещины, что является явным браком.
Имеет значение и соотношение s/h0. Оно предпочтительно более 1,0 (примеры 1, 2). Пример 3 - промежуточный. В примерах 4, 5, где степень деформации значительна, а s/h0 - мало, может возникнуть потеря устойчивости заготовки или трещина.
Для сравнения силового режима осуществляли осадку алюминиевых образцов с теми же геометрическими размерами при степени деформации е=0,21, но без жидкой среды. Сила деформирования составляла Р=195 кН, а при использовании гидросреды - 210 кН, т.е. разница сил несущественна.
Способ может быть использован при изготовлении кольцевых заготовок под дальнейшую штамповку в чистовом ручье штампа или в готовом виде под механическую обработку при условии калибровки заготовки стенками матрицы.
С экономической точки зрения предложенный способ выгоден для холодной объемной штамповки колец с малой высотой из дорогостоящих цветных металлов благодаря уменьшению потерь металла в отход при прошивке и раздаче кольцевых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2364464C2 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2014 |
|
RU2572687C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых заготовок. В полость матрицы устанавливают кольцевую заготовку. Производят осадку и раздачу, причем осадку осуществляют путем создания внутри заготовки гидростатического давления несжимаемой гидросреды. Перед установкой кольцевой заготовки полость матрицы заполняют несжимаемой гидросредой. Осадку заготовки и создание внутри нее гидростатического давления осуществляют пуансоном. В качестве несжимаемой гидросреды используют веретенное масло. В результате обеспечивается повышение качества полуфабриката и отсутствие трещин. 2 з.п. ф-лы, 1 ил., 1 табл.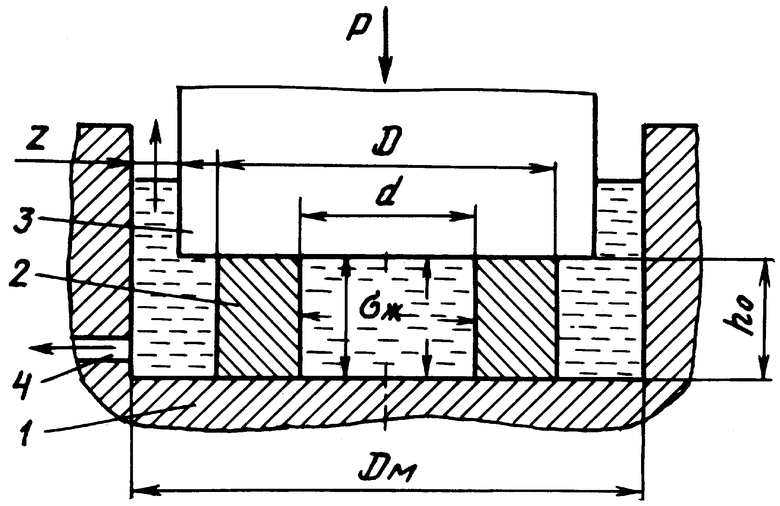
| US 4364251 А, 21.12.1982 | |||
| Способ штамповки осесимметричных деталей из цилиндрических заготовок | 1986 |
|
SU1391756A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| Способ изготовления кольцевых заготовок | 1985 |
|
SU1255249A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1996 |
|
RU2108186C1 |
| DE 4122323 A1, 14.01.1993. | |||

