1
Изобретение относится к области сварки, а именно, к оборудованию для контактной стыковой сварки и может быть использовано при сварке проводов.
Известно устройство для контактной стыковой сварки проволоки, содержащее установленные на плите подвижный и неподвижный зажимы и смонтированное на подвижном зажиме приспособление для регулирования расстояния между зажимами .
В известном устройстве для регулирования расстояния между зажимами используется эксцентрик, вращением которого обеспечивается установка заданного расстояния, обусловленного величиной вылетов проволочек и величиной осадки.
Известное устройство имеет следующие недостатки.
При сварке проволок разных диаметров и материалов требуются разные эксцентрики с разными фиксируемыми положениями; неравномерный износ эксцентриков в рабочих положениях требует частой их замены, кроме того, затруднена их точная регулировка с целью получения оптимальных расстояний между зажимами, обеспечивающих высококачественную сварку.
Целью изобретения является повышение удобства обслуживания устройства.
Указанная цель достигается тем, что приспособление для регулирования расстояния между зажимами выполнено в виде поворотной обоймы с регулируемыми упорами, а неподвижный зажим снабжен контрупором.
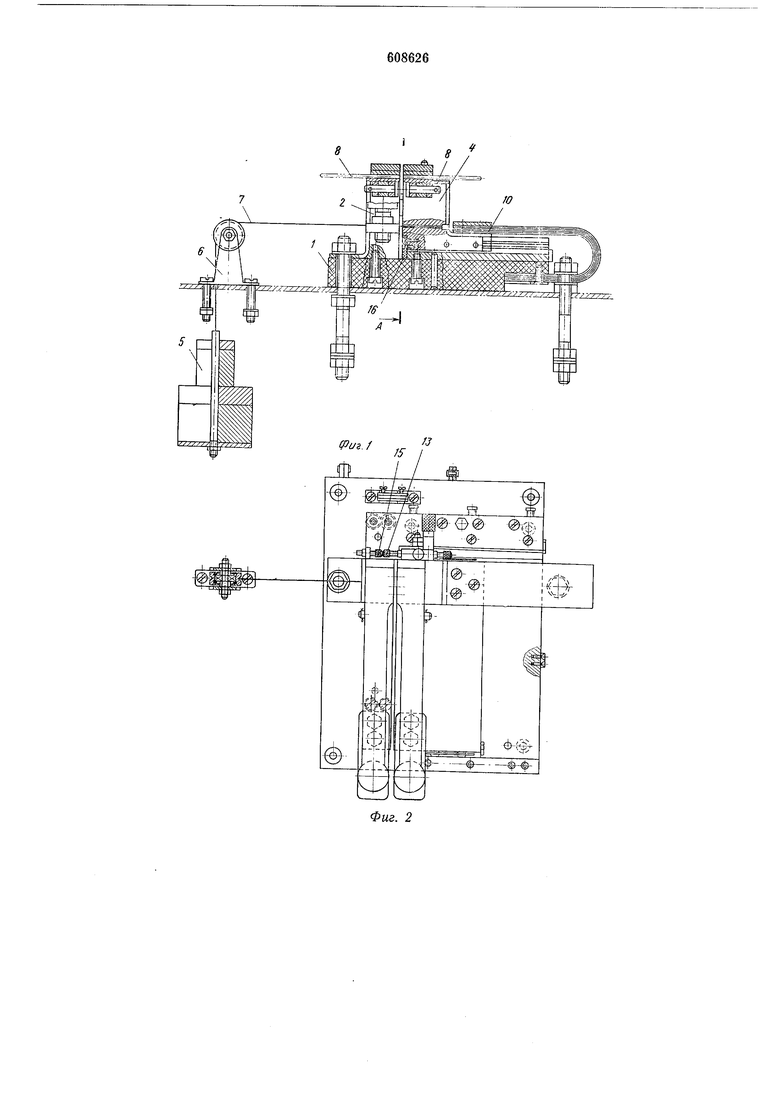
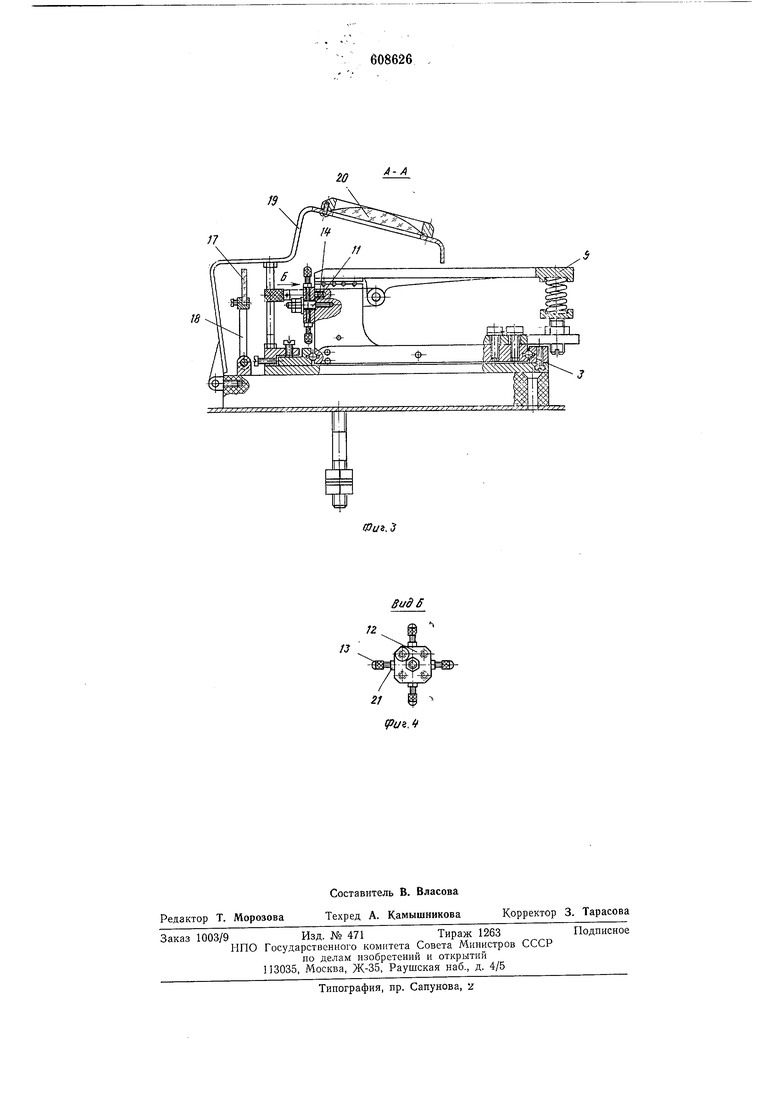
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид по стрелке Б фиг. 3 (вид на поворотную обойму с регулируемыми упорами;.
На электроизоляционной плите 1 монтируются неподвижный зажим 2 и сборные щариковые направляющие 3 для подвижного зажима 4, который перемещается в направлении к неподвилшому зажиму 2 от привода 5, подвешенного через кронштейн 6 на леске 7. Зажимы имеют канавки для проволок различных диаметров.
Зажим свариваемых проволок 8 осуществляется с помощью рычажно-пружинных механизмов 9. Через токопроводящие элементы 10 электрический ток подается к свариваемым проволокам.
К подвижному зажиму на оси И крепится поворотная обойма 12 с регулируемыми упорами 13 и фиксатором 14. На неподвижном зажиме 2 крепится контрупор 15. На торцовой стороне подвижного зажима крепятся прокладки 16 из электроизоляционного материала.
Наблюдение за местом сварки при наладке и контроле осуществляется с помовдью зеркала 17, закрепленного на кронштейне 18. Откидной защитный экран 19 с увеличительным стеклом 20 предохраняет работающее устройство от брызг расплавленного металла, образующихся при сварке.
Устройство работает следующим образом.
Поворотную обойму 12 устанавливают в рабочее положение, обеспечивающее необходимый вылет одной из свариваемых проволок, закрепляют ее в неподвижном зажиме 2 с упором в торец подвижного зажима 4. Затем, поворачивая обойму 12 в рабочее положение, обеспечивающее необходимый вылет 2-й свариваемой проволоки, закрепляют ее в неподвижном зажиме с упором в торец 1-й проволоки.
После этого поворачивают обойму 12 в рабочее положение, обеспечивающее требуемую осадку свариваемых проволок под действием силы тяжести грузов (величины необходимых вылетов проводок и их осадки при сварке берутся из специальных таблиц в зависимости от материала и диаметра проволоки).
Закрыв защитный экран 19 и включив электрический ток, производят сварку.
Вылеты упоров 13 регулируются вывинчиванием или ввертыванием их в обойму 12 и контрятся гайками 21.
Применение поворотной обоймы с регулируемыми упорами в описанном приспособлении позволяет снизить первоначальную стоимость приспособления приблизительно на 30%, так как вместо набора кулачков для проволок разных материалов и диаметров достаточно иметь одну обойму с регулируемьши упорами, ускорить приблизительно в 2 раза и упростить обслуживание приспособления в процессе его работы, так как переналадка при изменении материала или диаметров свариваемых проволок и подналадка для получения оптимальных значений зазоров между залсимами, обеспечивающих высококачественную сварку, производятся за счет ввертывания или вывинчивания упоров вместо смены кулачков.
Формула изобретения
Устройство для контактной стыковой сварки проволоки, содержащее установленные на
плите подвижный и неподвижный зажимы и приспособление для регулирования расстояния между зажимами, отличающееся тем, что, с целью повышения удобства обслуживания устройства, приспособление для регулирования расстояния между зажимами выполнено в виде поворотной обоймы с регулируемыми упорами, а неподвижный зажим снабжен контрупором.
Источники информации,
принятые во внимание при экспертизе
1. Евтифеев П. И. «Стыковая сварка металлов в приборостроении, «Мащгиз, М., 1963, с. 52-54.
f9
Л
IJ
A-A
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной стыковой сварки | 1981 |
|
SU1107980A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| Машина для контактной стыковой сварки проволоки | 1985 |
|
SU1318362A1 |
| Ручной инструмент для контактной стыковой сварки проволоки | 1989 |
|
SU1712099A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Машина для контактной стыковой электросварки сопротивлением | 1973 |
|
SU475232A1 |