1
Изобретение относится к оборудованию термической обработки и предназначено для закалки трубчатых изделий с целью их вое-, становления.
Известен автомат для термической обработки изделий, содержащий многовитковой индуктор, механизм загрузки изделий, охлаждающую установку .
Недостатком известного автомата является мал;ая производительность.
Целью изобретения является повышение производительности автомата.
Для д . стижения поставленной цели охлаждающая установка выполнена в виде ротора с вмонтированными в него охлаждающими устройствами, при этом ротор имеет привод поворота, кинематически связанный с механизмом загрузки изделий.
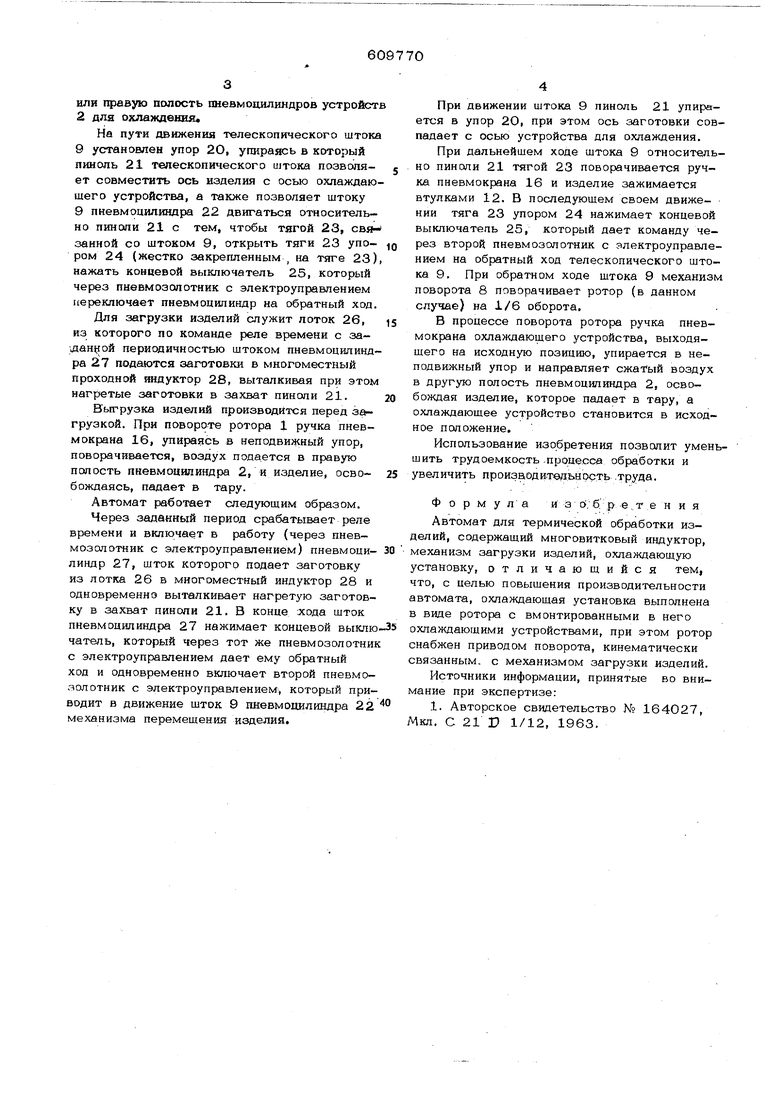
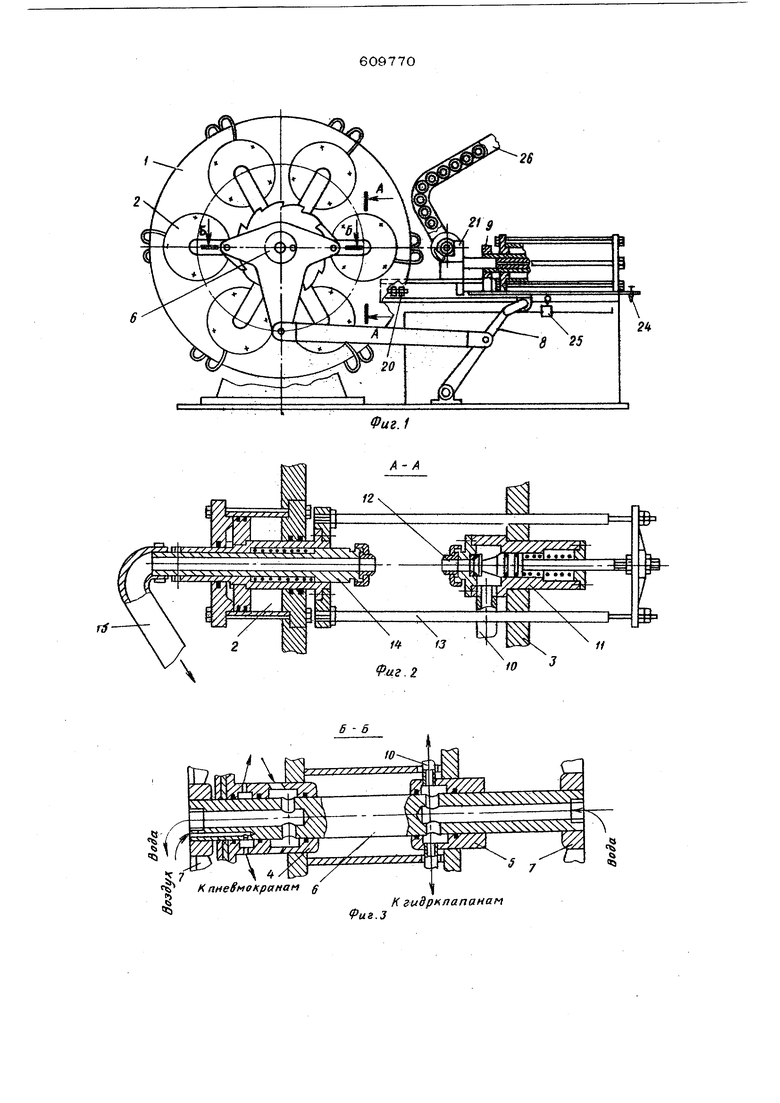
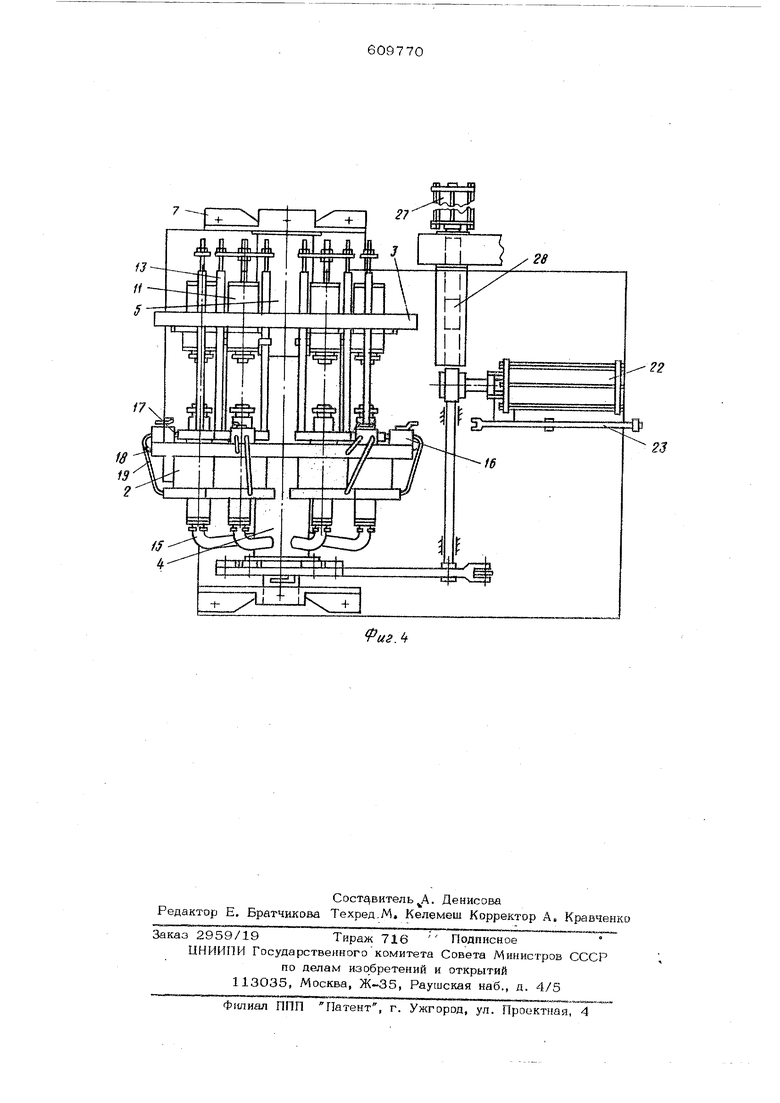
На фиг, 1 изображен предложенный автомат, фронтальный вид; на фиг. 2 - сечение А-А фкг. li на фиг, 3 - сечение Б-Б фкг. 1} на фиг. 4 - вид автомата сверху.
Автомат содержит ротор 1, в котором смонтированы устройства 2 для охлаждения.
Ротор 1 конструктивно выполнен из жестко соединенных между собой двух дисков 3 с цапфами 4 и 5.
Ротор может поворачиваться на валу 6, жестко закрепленном в корпусе 7, поворотным (рычажно-храповым) механизмом 8, связанным с телескопическим штоком 9 механизма перемещения изделия.
Через центральное и радиальные отверстия правой части вала 6 и цапфы 5 по трубопроводам 1О подводится охлаждающая жидкость к гидроклапанам 11 устройств для охлаждения.
Спив охлаждающей жидкости (при зажатии изделий втулками 12 и открытии гидроклапанов 11 тягами 13) осуществляется череп внутренние полости телескопических щтоков 14, штанги 15, радиальные и осевые отверстия цапфы 4 и левой части вала 6.
Подача воздуха к пневмокранам 16 прои:)водится через несоосные и радиальное отверстие вала 6, радиальные отверстия цапфы 4 и трубопроводы 17.
От пневмокранов 16 воздух по трубопроводам 18 и 19 может подаваться в левую
или правую полость пневмоцилиндров устройств 2 для охлаждения.
На пути движения телескопического штока 9 установлен упор 2О, упираясь в который пиноль 21 телескопического штока позволяет совместить ось изделия с осью охлаждающего устройства, а также позволяет штоку 9 пневмоцилиндра 22 двигаться относительно пин ОЛИ 21 с тем, чтобы тягой 23, связанной со штоком 9, открыть тяги 23 упором 24 (жестко закрепленным, на тяге 23) нажать концевой выключатель 25, который через пневмозояотник с электроуправлением переключает пневмоцилиндр на обратный ход.
Для загрузки изделий служит лоток 26, из которого по команде реле времени с заьданрой периодичностью штоком пневмоцилинд- ра 27 подаются заготовки в многоместный проходнс индуктор 28, выталкивая при этом нагретые заготовки в захват пинопи 21.
Выгрузка изделий производится перед з&грузкой. При повороте ротора 1 ручка пневмокрана 16, упираясь в неподвиясный упор, поворачивается, воздух подается в правую полость пневмоцилиндра 2, и изделие, освобождаясь, падает в тару.
Автомат работает следующим образом.
Через заданный период срабатывает реле времени и включает в работу (через пневмозолотник с электроуправлением) пневмоцилиндр 27, шток которого подает заготовку из лотка 26 в многоместный индуктор 28 и одновременно выталкивает нагретую заготовку в захват пиноли 21. В конце хода шток пневмоцилиндра 27 нажимает концевой выклю чатель, который через тот же пневмозолотник с электроуправлением дает ему обратный ход и одновременно включает второй пневмо- золотник с электроуправлением, который приводит в движение шток 9 пневмоаилиндра 22, механизма перемещения изделия.
4
При движении штока 9 пиноль 21 упирается в упор 20, при этом ось заготовки совпадает с осью устройства для охлаждения.
При дальнейшем ходе штока 9 относительно пиноли 21 тягой 23 поворачивается ручка пневмокрана 16 и изделие зажимается втулками 12. В последующем своем движении тяга 23 упором 24 нажимает концевой выключатель 25, который дает команду через второй пневмозолотник с электроуправлением На обратный ход телескопического штока 9. При обратном ходе штока 9 механиз поворота 8 поворачивает ротор (в данном случае) на 1/6 оборота.
В процессе поворота ротора ручка пневмокрана охлаждающего устройства, выходящего на исходную позицию, упирается в неподвижный упор и направляет сжатый воздух в другую полость пневмоцилиндра 2, освобождая изделие, которое падает в тару, а охлаждающее устройство становится в исходное положение.
Использование изобретения позволит уменшить трудоемкость-процесса обработки и увеличить произв.одитед,ьность .труда.
Ф о р м у ла и 3 о;;б.р е,т е и и я
Автомат для термической обработки изделий, содержащий многовитковый индуктор, механизм загрузки изделий, охлаждающую установку, отличающийся тем, что, с целью повышения производительности автомата, охлаждающая установка выполнена в виде ротора с вмонтированными в него охлаждающими устройствами, при этом ротор снабжен приводом поворота, кинематически связанным, с механизмом загрузки изделий.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 164027, Мкл. С 21 Г 1/12, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Многошпиндельный токарный станок | 1976 |
|
SU577126A2 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ЗАГОТОВОК | 1973 |
|
SU375178A1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| Автомат для снятия фасок на втулках | 1980 |
|
SU891222A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| СИСТЕМА УПРАВЛЕНИЯ КОЛЕСАМИ ПОЛУПРИЦЕПА | 2009 |
|
RU2440265C2 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
6 - 6
К FinefMOKpffftaH
цг.2
Кги ркпапаиап
.3
Pus Л
