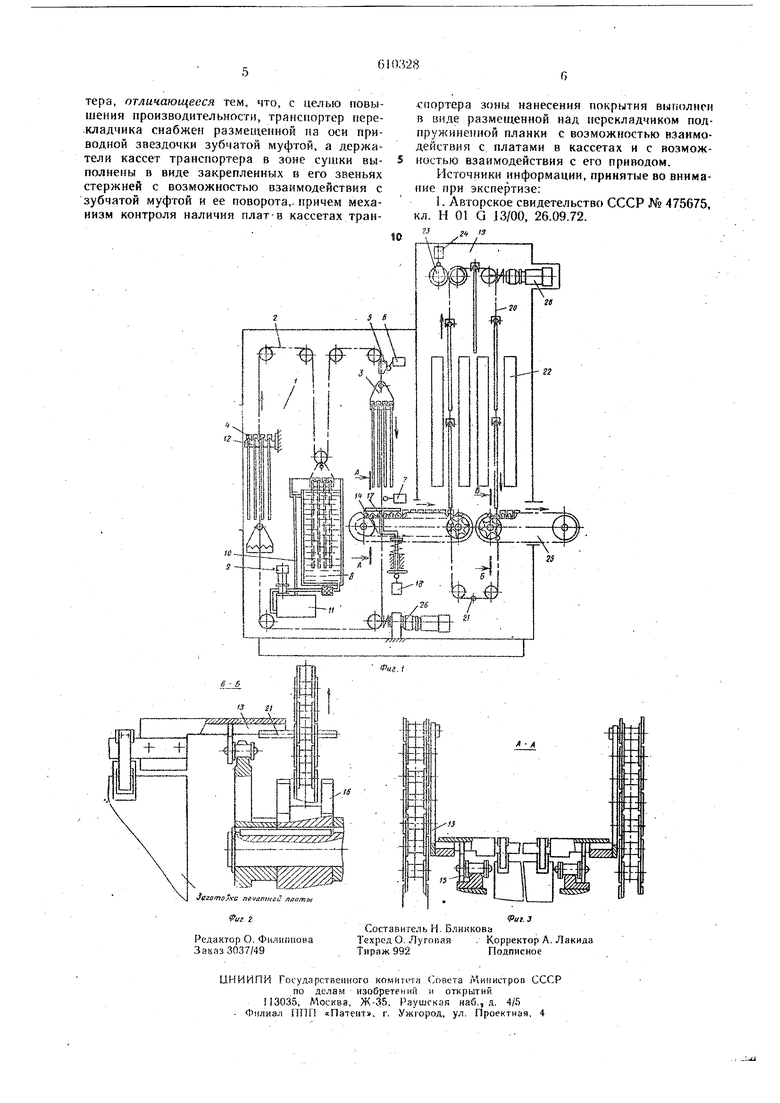
дого держателя 3 на транспортере 2 укреплены кулачки 5, служащие для взаимодействия с конечными выключателями 6 и 7. В ванне 8 уровень фоторезиста автоматически поддерживается при помощи насоса 9 и трубы 10 для слива излишков фоторезиста в пнтател.ьный бачок 11.
На кронштейны 12 своими опорами 13 установлены кассеты с заготовками печатных плат.
Цепной транспортер 14 перекладчика выполнен в виде замкнутых цепей с упорами 15 и снабжен размешенной на оси его приводной звездочки зубчатой муфтой 16, служащей для перемещения транспортера.
На транспортере 14 установлена подпружиненная планка 17 с выключателем 18 для контроля наличия кассет с заготовкамн плат на траиспортере в зоне прохождения держателей 3 кассет 4. В зоне 19 сушки- размещен также цепной транспортер 20, в звеньях которого эакреплевыг держатели кассет в виде стержней 21, выполненных с возможностью взаимодействия с муфтой 16 и ее поворота. Для сушкн заготовок служат терморадиационные панели 22.
Цепной транспортер 20 снабжен кулачком 23 с выключателем 24. Транспортер 25 служит для выгрузки обработанных заготовок печатных плат «з зоны сушки. Двигатели 26 являются автономными приводами цепных транспортеров.
Устройство работает следующим образом,
Перед работой прогревают зону 19 сущки до зада1|ной температуры включением пане;лей 22. Затем включается привод двигателя 26.
Четыре кассеты 4с закрепленными на них заготовками -плат устанавливают на кронштейны 12 механизма. При. движении транспортера 2 держатели 3 проходя мимо кронштейнов 12, снимают с них кассеты и переносят ИХ к ванне 8. При погружении кассет в ваину заготовки плат смачиваются фоторезистором, а. при подъеме кассет из ванны наносится фоторезист на платы. Скорость нанесения, а следовательно, н толщнна наносимого слоя фоторезиста регулируется плавно в широком диапазоне изменением скорости вращенияГ двигателя. После выхода из ванны они переносятся к транспортеру 14. Перед укладкой на транспор тер кассеты проходят две контрольные точки. В первой точке расположен конечный выключатель 6, во второй - конечный выключатель 7. ВыключаФель 6 расположен от транспортера 14 перекладчика на расстоянии, большем максимального размера платы, а выключатель 7 - на расстоянии, исключающем зацепление опор 13 кассет за упоры 15 транспортера. В первой точке контролируется наличие кассет иа транспЬртёре 14 в зоне .перекладки их с транспортера 2. Прн наличии кассет в этой зоне они своим весом нажимают на планку 17, которая в свою очередь воздействует на конечный выключатель 18. В этом случае в первой точке при нажатии кулачка 5 на выключатель 6 происходит остановка транспортера 2. Движение транспортера 2 возобновится
после освобождения зоны перекладки на транспортере 14 от кассет. Во второй точке контролируется состояние транспортера перекладки - двигается он или стоит. Это достигается тем, что один оборот кулачка 23 соответствует времени выстоя и движения транспортера 14 за один цикл, а профиль его выполнен таким образом, что время нажатия на наконечный выключатель 24 соответствует движению транспортера 14. Таким образом, если во второй точке при воздействии кулачка 5 на выключатель 7 окажется нажатым и конечный выключатель 24 кулачком 23, то транспортер 2 остановится, не допуская укладку кассет на движущийся транспортер. После освобождения конечного выключателя 24, что свидетельствует об остановке транспортера 14, транспортер 2 возобновит движение и уложит кассеты с платами на упоры 15 транспортера 14 перекладки.
Профиль кулачка 23 изготовлен таким образом, что время нажатия выключателя 24 больше времени движения иа шаг транспортера перекладки, что обеспечивает гарантированный выстой транспортера при движении держателей с кассетами от выключателя 7 до транспортера 14.
Движение транспортера 14 и перекладка кассет с транспортера в зону сушки происходит следующим образом.
На транспортере 20 зоны сушки 19 укреплены стержни 21 с шагом, равным максимальному размеру обрабатываемых заготовок печатных плат. При непрерывном движении транспортера 20 стержни 21 заходят в зацепление, с .зубчатой Муфтой 16 и поворачивают ее на угол, соответствующий перемещению Цепи транспортера 14 на шаг. Повернув муфту, стержень 21, перемещаясь вертикально, снимает кассету 4 с упоров 15 цепи транспортера н переносит ее в зону сушки. Таким образом, каждый стержень 21 снимает очередную кассету с транспортера перекладки, в то время, как укладка на него производится сразу четырех кассет.
При непрерывном движениии транспортера 20 кассеты с заготовками печатных плат проносятся между терморадиационными гтаиелями 22, где происходит высушивание фоторезиста, и затем укладываются на транспортер выгрузки 25, конструкция и работа которого аналогичны транспортеру 14 перекладки.
Формула изобретения
Транспортирующее устройство, преимущест венно в установках для нанесения покрытия на заготовки печатных плат, содержащее последовательно расположенные цепные транспортеры с держателями кассет для печатных плат и с автономными приводами, расположенные в зоне механизма нанесения покрытия и в зоне сушки, размещенный между транспортерами перекладчик в виде цепного транспортера с приводной и натяжной звездочками и механизм контроля наличия плат в кассетах транспор
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| Устройство для подачи длинномерных заготовок в рабочую зону обрабатывающей машины | 1984 |
|
SU1260077A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| Устройство для непрерывного поштучного перемещения листовых полимерных заготовок | 1972 |
|
SU448143A1 |
| Автоматический вакуумный перекладчик грузов | 1983 |
|
SU1209559A1 |
| Автоматический вакуумный перекладчик грузов | 1985 |
|
SU1306880A2 |
| Устройство для перекладки яиц | 1984 |
|
SU1230924A1 |
| Автоматический перекладчик грузов | 1987 |
|
SU1491796A1 |
| Автоматическая линия для нанесения покрытий | 1973 |
|
SU486496A1 |
| Автоматический перекладчик деревянных заготовок с продольного транспортера на поперечный | 1960 |
|
SU137259A1 |
