Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для подачи длинномерных заготовок в рабочую зону обрабатывающей машины.
Целью изобретения является повышение надежности подачи длинномерных заготовок в рабочую зону обрабатываюшей машины.
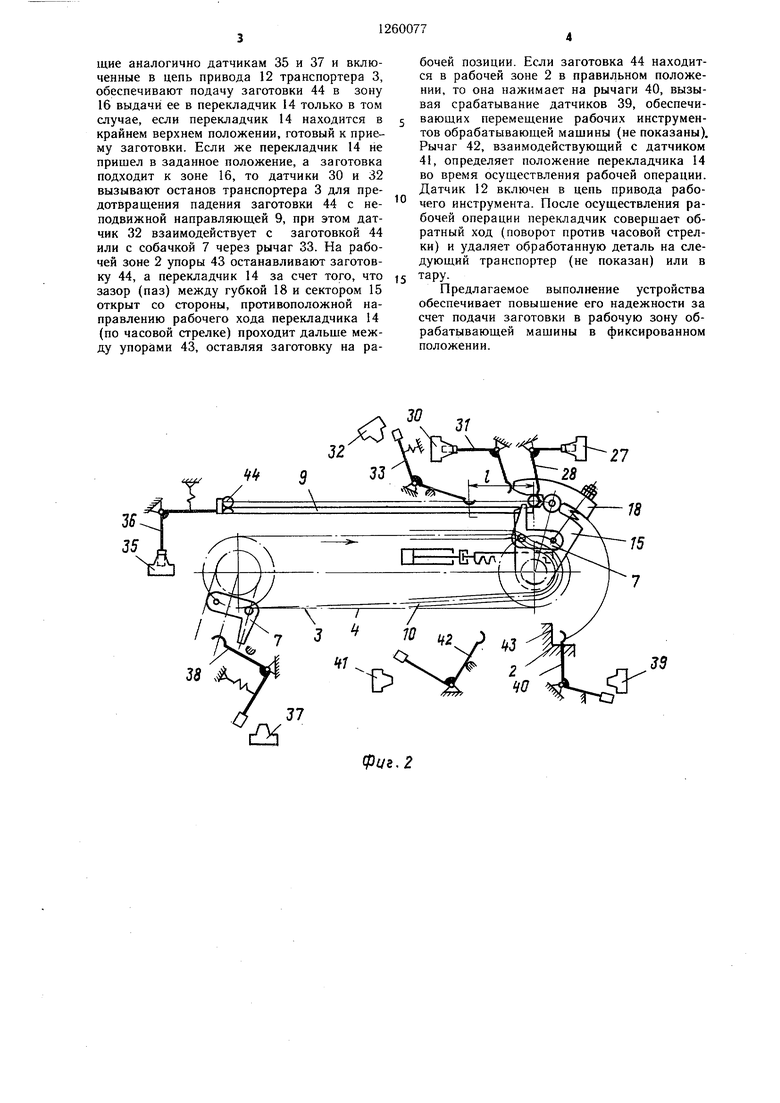
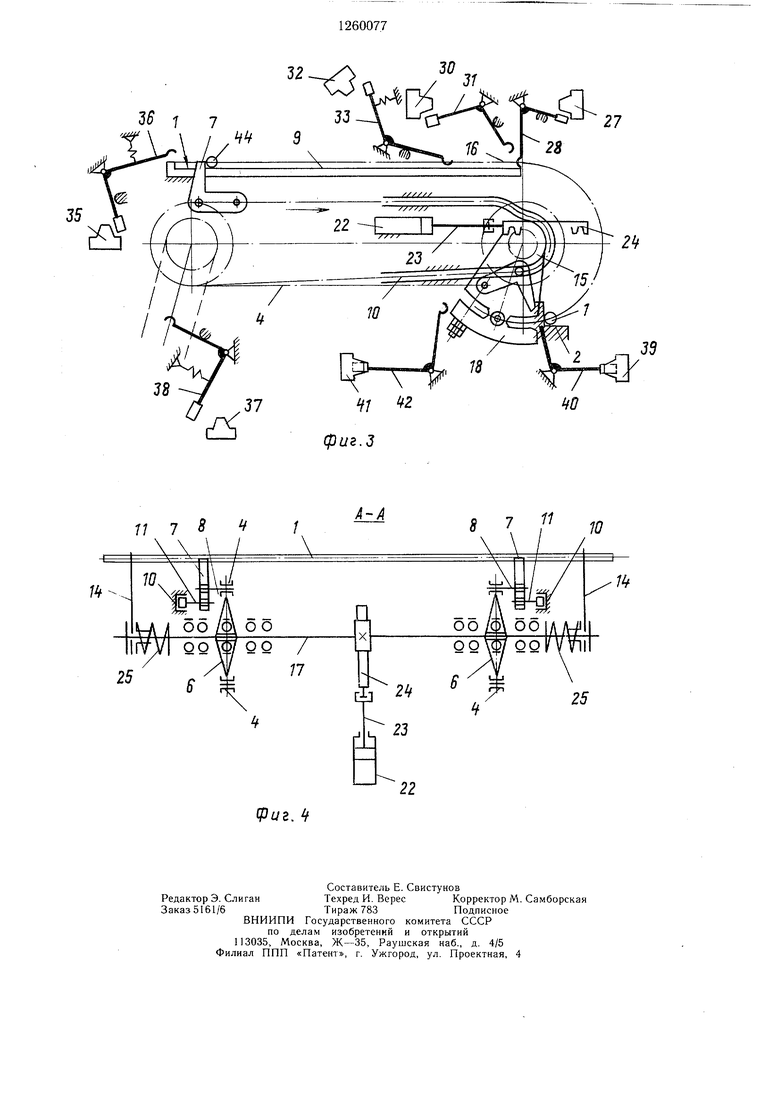
На фиг. 1 представлено предлагаемое устройство в момент начала ввода транспор- тируемой детали в перекладчик; на фиг. 2 - то же, в конце ввода в перекладчик; на фиг. 3 - устройство после подачи транспортируемой детали на рабочую позицию; на фиг. 4 - разрез А-А на фиг. 1.
Устройство для подачи длинномерных заготовок из зоны 1 в рабочую зону 2 обрабатывающей машины содержит транспортер 3 с бесконечными цепями 4, установленными на звездочках (приводной 5 и направ- ляюш,ей 6), и несущими собачками 7, пово- ротно установленные на них при помощи осей 8. Устройство содержит также неподвижную направляющую 9 для перемещения заготовок, неподвижные колиры Ш, взаимодействующие через пальцы 11 с собачками 7 и обеспечивающие их поворот, и привод 12 транспортера 3 с цепной передачей 13. Копиры 10 представляют собой замкнутые пазы. Перекладчики 14 выполнены в виде секторов 15, свободно установленных в зоне 16 выдачи заготовок с транспортера 3 на ва- лу 17 звездочек 6 с возможностью кача- тельного движения и несущих губку 18 в виде рычага, установленного на оси 19 и находящегося под действием пружины 20. Паз между губкой 18 и сектором 15, предназначенный для размещения заготовки, от- крыт со стороны, противоположной направлению рабочего движения перекладчика 14 от транспортера 3 в сторону рабочей позиции 2. Привод 21 качательного движения перекладчика 14 выполнен в виде гидроцилиндра 22, шток 23 которого связан через зубчато-реечную передачу 24 и фрикционную муфту 25 с сектором 15. Предлагаемое устройство снабжено системой управления 26, содержащей датчик (конечный рыклю- чатель) 27, взаимодействующий через ры- чаг 28 с заготовкой в зоне 16 выдачи ее с транспортера 3, и включающий привод 21 поворота перекладчика 14. Эта система содержит, кроме того, устройство 29, предотвращающее сбрасывание собачкой 7 заготовки с неподвижной направляющей 9 в случае отсутствия перекладчика 14 в зоне 16 выдачи заготовки с транспортера 3, и снабженное датчиком 30, взаимодействующим через рычаг 31 с перекладчиком 14, и датчиком 32 взаимодействующим через рычаг 33 с транспортируемой заготовкой или с собачкой 7 на заданном расстоянии от зоны 16 .выдачи заготовки, в которой происходит захват ее перекладчиком 14 с неподвижной направляющей 9. Датчики 30 и 32 управляют приводом 12 транспортера 3.
Устройство 34 предотвращает перемещение собачек 7 через зону 1 поступления заготовок на неподвижную направляющую 9 в случае, если в этой зоне нет заготоъкя. Оно содержит датчик 35, взаимодействующий через рычаг 36 с заготовкой, поступившей в направляющую 6, и датчик 37, взаимодействующий через рычаг 38 с собачкой 7 на заданном расстоянии от зоны I, определенном скоростью транспортера 3. Датчики 35 и 37 связаны с приводом 12 транспортера. Устройство содержит также датчик 39, взаимодействующий через рычаг 40 с заготовкой на рабочей позиции 2, и датчик 41, взаимодействующий через рычаг 42 с перекладчиком 14 после подачи им на рабочую позицию 2 с упором 43 заготовки 44. Датчики 39 и 41 включены в привод рабочей позиции 2.
Устройство работает следующим образом.
Заготовки 44 периодически по одной подаются на неподвижную направляющую 9 в зону 1 их поступления и захвата собачками 7, и нажимают на рычаг 36, вызывая срабатывание датчика 35. Цепи 4 с собачками 7 перемещаются от привода 12 с цепной передачей 13. Если заготовка 44 подана на направляющую 9, то датчик 37, срабатывающий при перемещении собачки 7 мимо рычага 38, не вызывает остановки транспортера 3. Если же в зоне 16 нет заготовки 44 и датчик 35 не сработал, то собачка 7, воздействуя на датчик 37 через рычаг 38, вызывает останов цепного транспортера 3. Эта блокировка повышает производительность устройства за счет того, что заготовка 44 после ее подачи на направляющую 9 находится на ней до захвата ее собачками 7 минимальное время (меньшее, чем если бы ее подали сразу после того, как собачка 7 прошла зону 1). Кроме того, минимальное время нахождения заготовки 44 на транспортере 3 в случае горячей обработки не дает возможности ей охладиться ниже заданной температуры. Собачки 7 захватывают заготовку 44, перемещают ее по направляющей 9 перпендикулярно оси той заготовки и подают в зазор (паз) между сектором 15 и установленной на оси 19 губкой 18, сжимая г(ружину 20. После этого копир 10, по пазу которого перемещается палец 11 собачки 7, обеспечивает поворот собачки 7 на оси 8 и отвод ее от заготовки 4. Срабатывание датчика 27, взаимодействующего через рычаг 28 с заготовкой 44, поданной в перекладчик 14, вызывает включение гидроцилиндра 22, шток 23 которого через зубчато-реечную передачу 24 и фрикционную муфту 25 вызывает поворот по часовой стрелке сектора 5 перекладчика 14 на валу 17 и перенос заготовки 44 на рабочую зону 2. Датчики 30 и 32, работающие аналогично датчикам 35 и 37 и включенные в цепь привода 12 транспортера 3, обеспечивают подачу заготовки 44 в зону 16 выдачи ее в перекладчик 14 только в том случае, если перекладчик 14 находится в крайнем верхнем положении, готовый к приему заготовки. Если же перекладчик 14 не пришел в заданное положение, а заготовка подходит к зоне 16, то датчики 30 и 32 вызывают останов транспортера 3 для предотвращения падения заготовки 44 с неподвижной направляющей 9, при этом датчик 32 взаимодействует с заготовкой 44 или с собачкой 7 через рычаг 33. На рабочей зоне 2 упоры 43 останавливают заготовку 44, а перекладчик 14 за счет того, что зазор (паз) между губкой 18 и сектором 15 открыт со стороны, противоположной направлению рабочего хода перекладчика 14 (по часовой стрелке) проходит дальше между упорами 43, оставляя заготовку на рабочей позиции. Если заготовка 44 находится в рабочей зоне 2 в правильном положении, то она нажимает на рычаги 40, вызывая срабатывание датчиков 39, обеспечивающих перемещение рабочих инструментов обрабатывающей машины (не показаны). Рычаг 42, взаимодействующий с датчиком 41, определяет положение перекладчика 14 во Бремя осуществления рабочей операции. Датчик 12 включен в цепь привода рабочего инструмента. После осуществления рабочей операции перекладчик совершает обратный ход (поворот против часовой стрелки) и удаляет обработанную деталь на следующий транспортер (не показан) или в
™РУПредлагаемое выполнение устройства
обеспечивает повышение его надежности за счет подачи заготовки в рабочую зону обрабатывающей машины в фиксированном положении.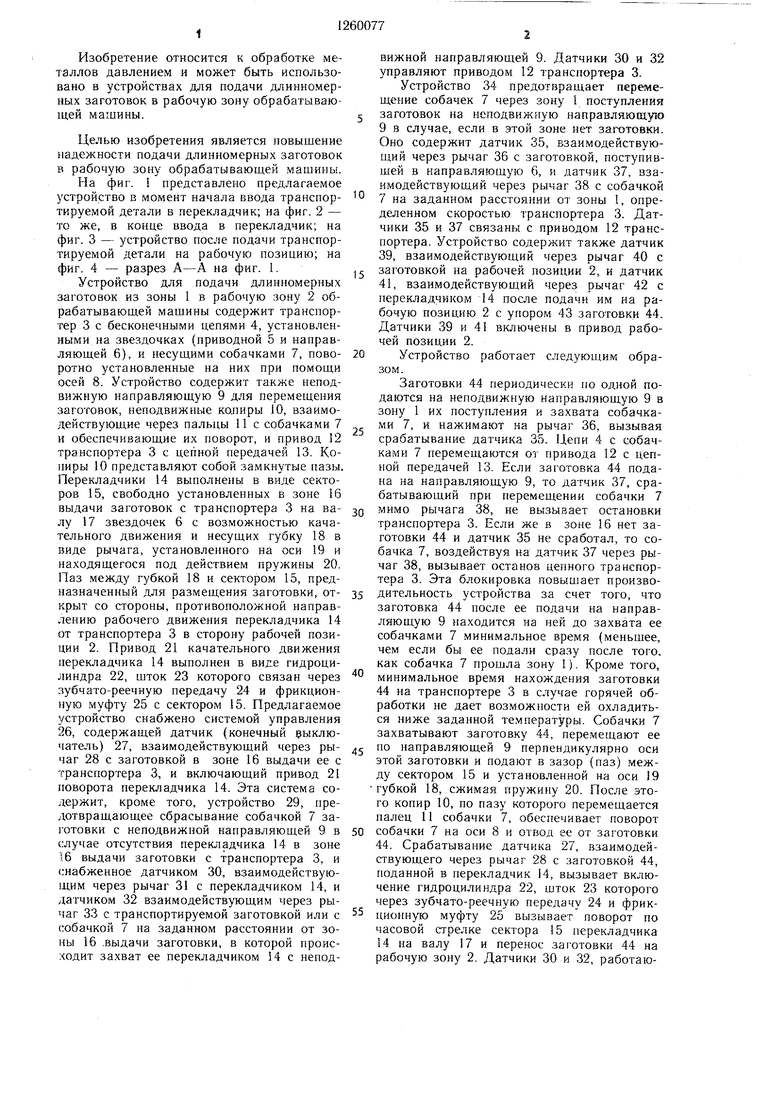
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |

ц,2
J8
фиг.З
11 7 8 /
, . /
25
A-A
Фиг.
Составитель E. Свистунов
Редактор Э. СлиганТехред И. ВересКорректор М. Самборская
Заказ 5161/6Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| СПЕКТРОМЕТР ДЛЯ ЭКСПРЕССНОГО АНАЛИЗА МАГНИТНОЙ ОБРАБОТКИ ВОДЫ И ВОДНЫХ РАСТВОРОВ | 2009 |
|
RU2417355C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для подачи полосового материала в рабочую зону обрабатывающей машины | 1980 |
|
SU1007792A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
