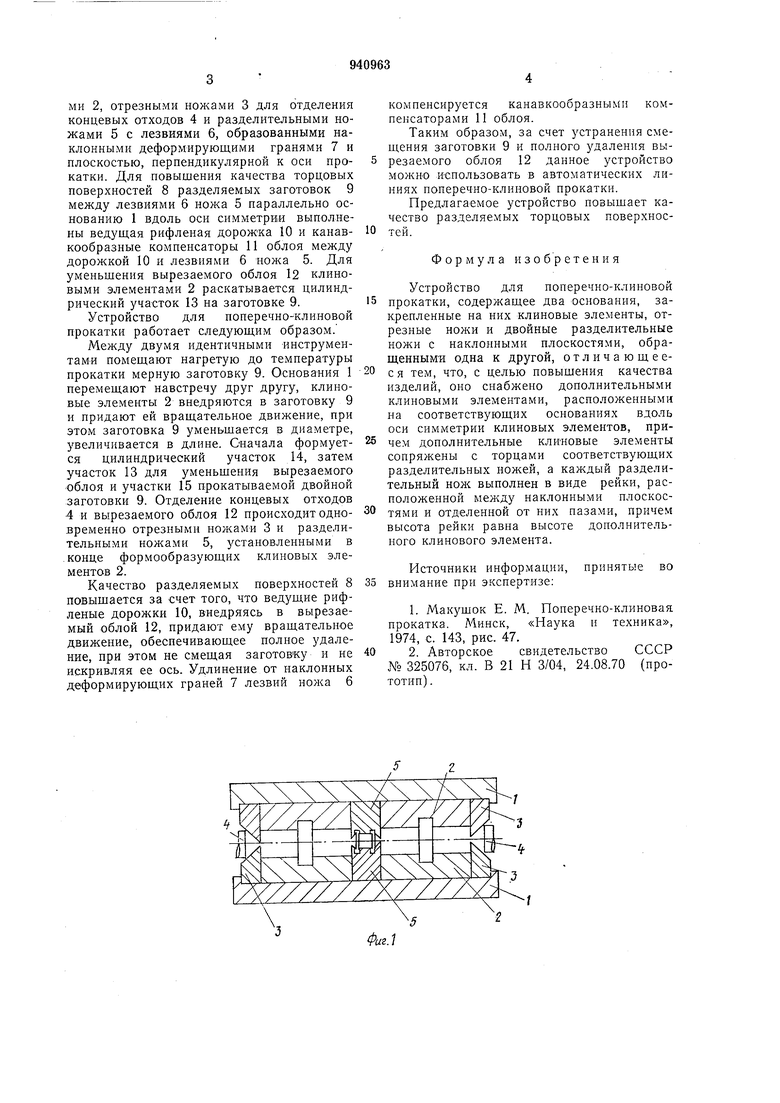
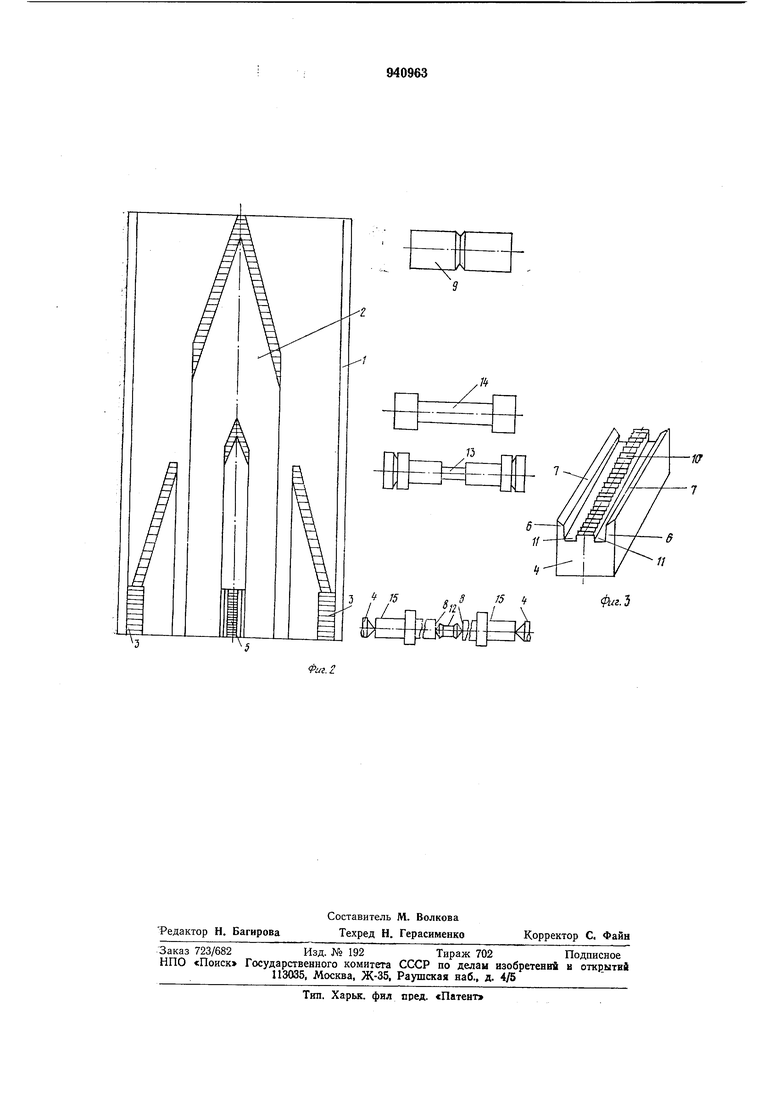
ми 2, отрезными ножами 3 для отделения концевых отходов 4 и разделительными но жами 5 с лезвиями 6, образованными наклонными деформирующими гранями 7 и плоскостью, перпендикулярной к оси прокатки. Для повышения качества торцовых поверхностей 8 разделяемых заготовок 9 между лезвиями 6 ножа 5 параллельно основанию 1 вдоль оси симметрии выполнены ведущая рифленая дорожка 10 и канавкообразные компенсаторы И облоя между дорожкой 10 и лезвиями 6 ножа 5. Для уменьшения вырезаемого облоя 12 клиновыми элементами 2 раскатывается цилиндрический участок 13 на заготовке 9. Устройство для поперечно-клиновой прокатки работает следующим образом. Между двумя идентичными инструментами помещают нагретую до температуры прокатки мерную заготовку 9. Основания 1 перемещают навстречу друг другу, клиновые элементы 2 внедряются в заготовку 9 и придают ей вращательное движение, при этом заготовка 9 уменьшается в диаметре, увеличивается в длине. Сначала формуется цилиндрический участок 14, затем участок 13 для уменьщения вырезаемого облоя и участки 15 прокатываемой двойной заготовки 9. Отделение концевых отходов 4 и вырезаемого облоя 12 происходит одновременно отрезными ножами 3 и разделительными ножами 5, установленными в .конце формообразующих клиновых элементов 2. Качество разделяемых поверхностей 8 повышается за счет того, что ведущие рифленые дорожки 10, внедряясь в вырезаемый облой 12, придают ему вращательное движение, обеспечивающее полное удаление, при этом не смещая заготовку и не искривляя ее ось. Удлинение от наклонных деформирующих граней 7 лезвий ножа 6 компенсируется канавкообразными компенсаторами И облоя. Таким образом, за счет устранения смещения заготовки 9 и полного удаления вырезаемого облоя 12 данное устройство можно использовать в автоматических линиях поперечно-клиновой прокатки. Предлагаемое устройство повышает качество разделяемых торцовых поверхностей. Формула изобретения Устройство для поперечно-клиновой прокатки, содержащее два основания, закрепленные на них клиновые элементы, отрезные ножи и двойные разделительные ножи с наклонными плоскостями, обращенными одна к другой, отличающеес я тем, что, с целью повышения качества изделий, оно снабжено дополнительными клиновыми элементами, расположенными на соответствующих основаниях вдоль оси симметрии клиновых элементов, причем дополнительные клиновые элементы сопряжены с торцами соответствующих разделительных ножей, а каждый разделительный нож выполнен в виде рейки, расположенной между наклонными нлоскостями и отделенной от них пазами, причем ысота рейки равна высоте дополнительного клинового элемента. Источники информации, принятые во нимание при экспертизе: 1. Макушок Е. М. Поперечно-клиновая рокатка. Минск, «Наука и техника, 1974, с. 143, рис. 47. 2. Авторское свидетельство СССР 325076, кл. В 21 Н 3/04, 24.08.70 (проотип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969389A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Интсрумент для поперечной прокатки | 1977 |
|
SU637183A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1412860A1 |
| Рейка для накатывания зубьев зубчатых колес | 1975 |
|
SU560686A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
//
