Изобретение относится к области сварки, а именно к устройствам для электродуговой сварки изделий прямоугольной формы со скруглен-. иыми углами (корпуса микросхем, реле и др).
Известноустройство, содержащее камеру, внутри которой расположены кассеты для укладки в них свариваемых изделий н сварочная горелка, которая может перемещаться вдоль кассет {1J.
Устройство . работает следующим образом. В кассеты укладывают свариваемые изделия, камеру герметизируют, вакуумируют и заполняют инертным газом. После сварш двух -параллельных кромок изделий камеру разгерметизируют, извлекают кассету и изделия перекладывают во вторую кассету для сварки двух оставшихся параллельных кромок. Кассета закладывается в камеру и весь цикл повторяется.
У такого устройства низкая производительность, а для работы его необходимо большое количество инертного газа.
Известно н другое устройство для сварки, содержащее камеру, связанную с вакуумной системой, приспособление для установки деталей, сварочную горелку и источник инертного газа 12.
Устройство работает следующим образом. После установки изделия в камере камеру гор метизируют вакуумируют. и заполняют инертный газом. Включают привод перемещения из Д€лия и осуществляют сварку.
Данное устройство является наиболее (лизким к изобретению по технической сущности ч достигаемому результату.
Цель изобретения - экономия инертного газа и повышение производительности путем механизации операций.
Для этого в камере предлагаемого устройства смонтированы микрокамера, связанная с вакуумной системой и источником инертного газа, н дополнительнаягорелка, а приспособление установки деталей выполнено в виде четырехпозиционного поворотного стола.
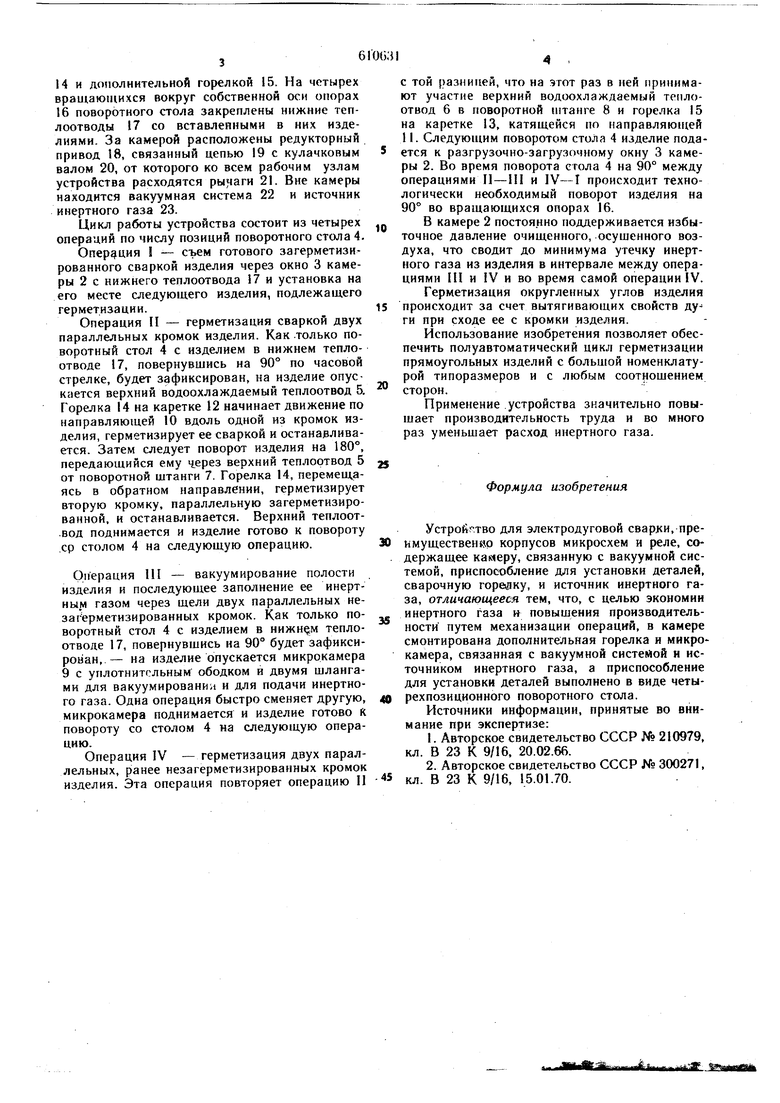
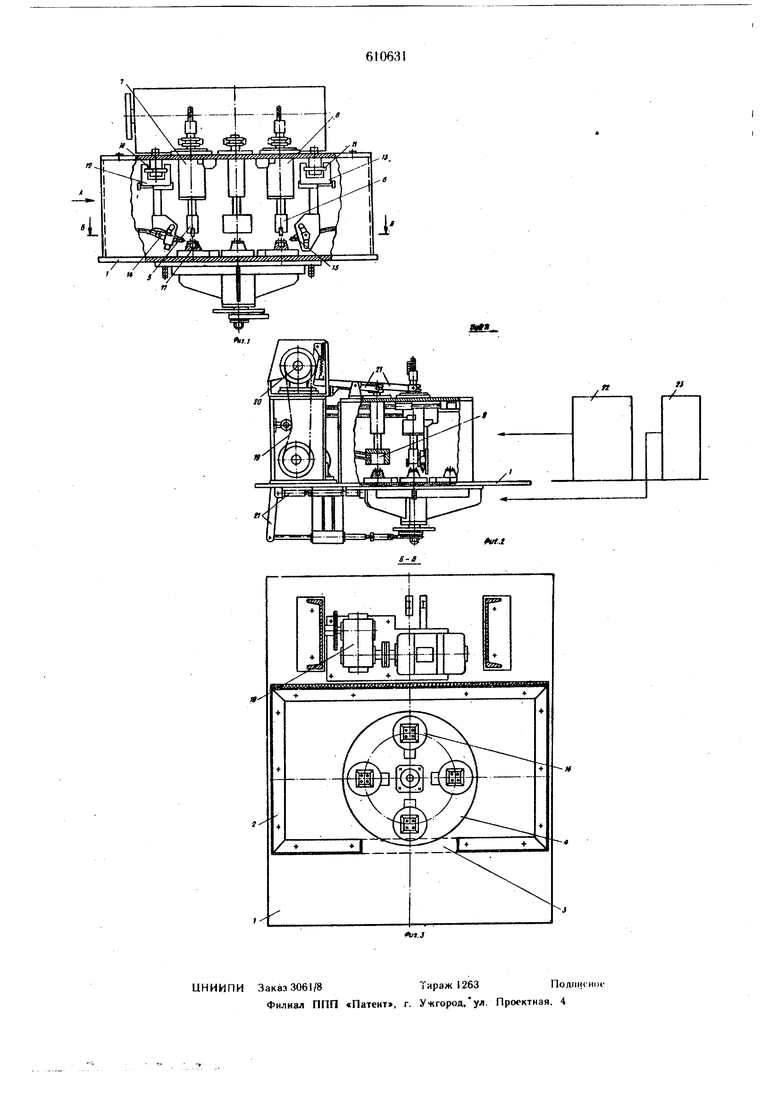
На фиг. 1 - изображено описываемое устройство, общий вид; на фиг. 2 - вид А на фиг. I; на фиг. 3 - разр- з Б-Б фиг. I.
На основании 1 установлена камера 2 с окиом 3, внутри камеры расположены поворотный четырехпозиционный стол 4, верхние водоохлаждаемые теплоотводы 5 и 6 в поворотных щтангах 7 и 8 и микрокамера 9. Вдоль боковых стенок камеры на ее крышке закреплены направляющие 10 и II, по которым перемеаьчются каретки I 2и 13 со св:цючной горелкой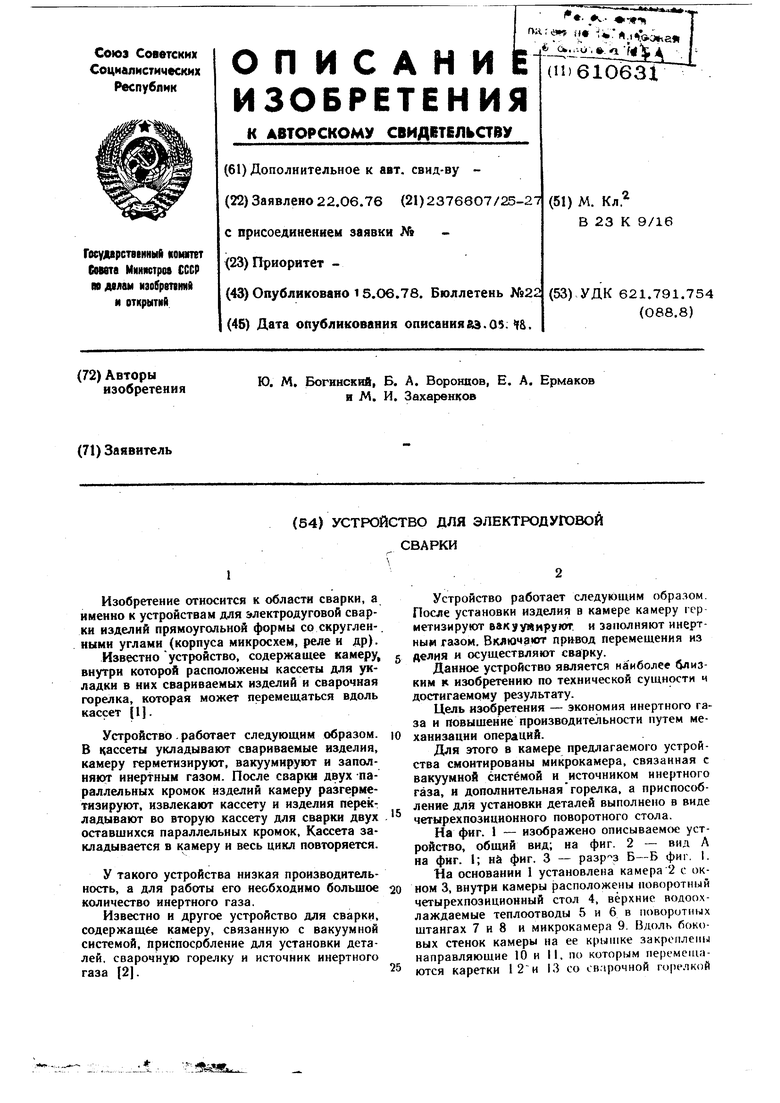
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки изделий с замкнутым плоским контуром | 1976 |
|
SU606705A1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Установка для сварки продольных стыков с деформированием металла шва | 1985 |
|
SU1260147A1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ТВЭЛОВ ГАЗОМ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1991 |
|
RU2065213C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| УСТРОЙСТВО для СВАРКИ ПОВОРОТНЫХ стыков | 1970 |
|
SU284221A1 |
.
.
и и дополнительной горелкой 15. На четырех вращающихся вокруг собственной оси опорах 16 поворотного стола закреплены нижние теплоотводы 17 со вставленными в них изделиями. За камерой расположены редукторный привод 18, связанный цепью 19 с кулачковым валом 20, от которого ко всем рабочим узлам устройства расходятся ры«1аги 21. Вне камеры находится вакуумная система 22 и источник инертного газа 23.
Цикл работы устройства состоит из четырех операций по числу позиций поворотного стола 4.
Операция - съем готового загерметизированного сваркой изделия через окно 3 камеры 2 с нижнего теплоотвода 17 и установка на его месте следующего изделия, подлежащего герметизации.
Операция II - герметизация сваркой двух параллельных кромок изделия. Как .только поворотный стол 4 с изделием в нижнем теплоотводе 17, повернувшись на 90° по часовой стрелке, будет зафиксирован, на изделие опускается верхний водоохлаждаемый теплоотвод 5. Горелка 14 на каретке 12 начинает движение по направляющей 10 вдоль одной из кромок изделия, герметизирует ее сваркой и останавливается. Затем следует поворот изделия на 180°, передающийся ему через верхний теплоотвод 5 от поворотной штанги 7. Горелка 14, перемещаясь в обратном направлении, герметизирует вторую кромку, параллельную загерметизированной, и останавливается. Верхний теплоотвод поднимается и изделие готово к повороту .ср столом 4 на следующую операцию.
Операция III - вакуумирование полости изделия и последующее заполнение ее инертным газом через щели двух параллельных незагерметизированных кромок. Как только поворотный стол 4 с изделием в нижнем теплоотводе 17, повернувщись на 90° будет зафиксирован,- на изделие опускается микрокамера 9 с уплотнитсльным ободком и двумя щлангами для вакуумировании и для подачи инертного газа. Одна операция быстро сменяет другую, микрокамера поднимается и изделие готово R повороту со столом 4 на следующую операцию.
Операция IV -герметизация двух параллельных, ранее незагерметизированных кромок изделия. Эта операция повторяет операцию II
с той разницей, что на этот раз в ней принимают участие верхний водсюхлаждаемый теплоотвод 6 в поворотной штанге 8 и горелка 15 на каретке 13, катящейся по направляющей 11. Следующим поворотом стола 4 изделие подается к разгрузочно-загрузочному окну 3 камеры 2. Во время поворота стола 4 на 90° между операциями II-111 и IV-I происходит технологически необходимый поворот изделия на 90° во вращающихся опорах 16.
В камере 2 постоянно подг ерживается избыточное давление очищенного, осушенного воздуха, что сводит до минимума утечку инертного газа из изделия в интервале между операциями III и IV и во время самой операции IV.
Герметизация округленных углов изделия происходит за счет вытягивающих свойств ду ги при сходе ее с кромки изделия.
Использование изобретения позволяет обеспечить полуавтоматический цикл герметизации прямоугольных изделий с большой номенклатурой типоразмеров и с любым соотнощением сторон.
Применение устройства значительно повышает производительность труда и во много раз уменьшает расход инертного газа.
Формула изобретения
Устройство для электродуговой сварки, прекмущественйр корпусов микросхем и реле, содержащее камеру, связанную с вакуумной системой, приспособление для установки деталей, сварочную , и источник инертного газа, отличающееся тем, что, с целью экономии инертного газа н повышения производительности путем механизации операций, в камере смонтирована дополнительная горелка и микрокамера, связанная с вакуумной системой н источником инертного газа, а приспособление для установки деталей выполнено в виде четырехпозиционного поворотного стола.
Источники информации, принятые во внимание при экспертизе:
