(S4) УСТРОЙСТВО для КОПИРОВАЛЬНОГО
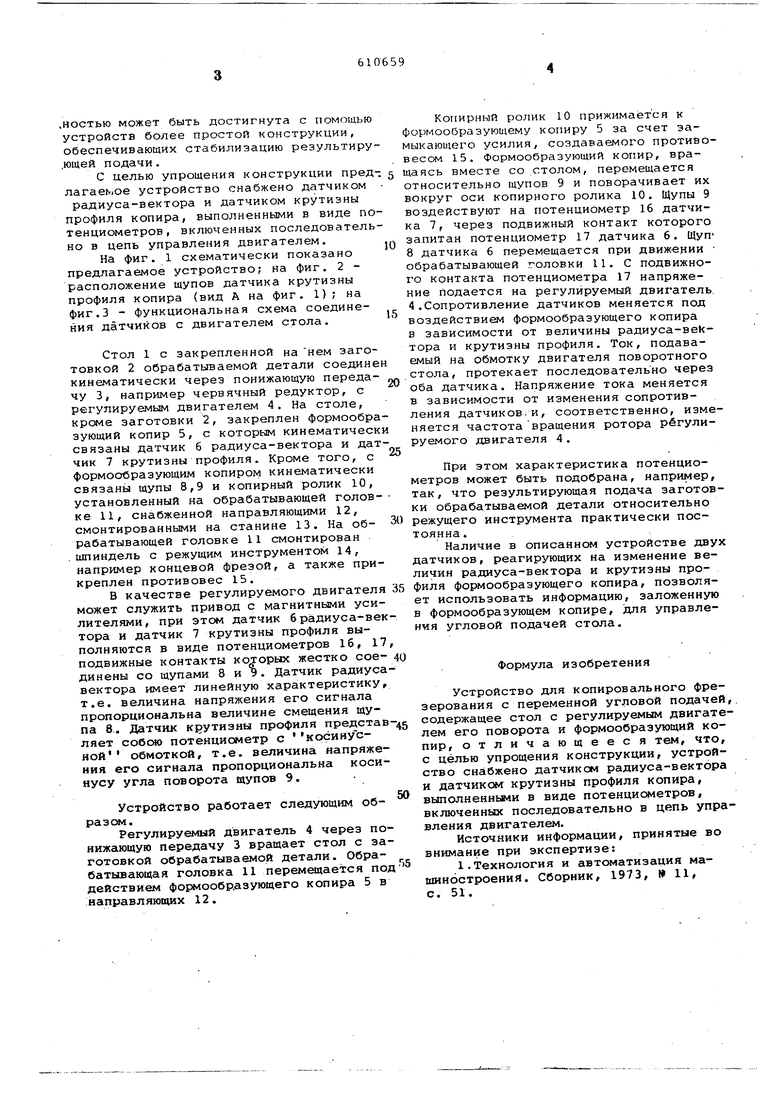
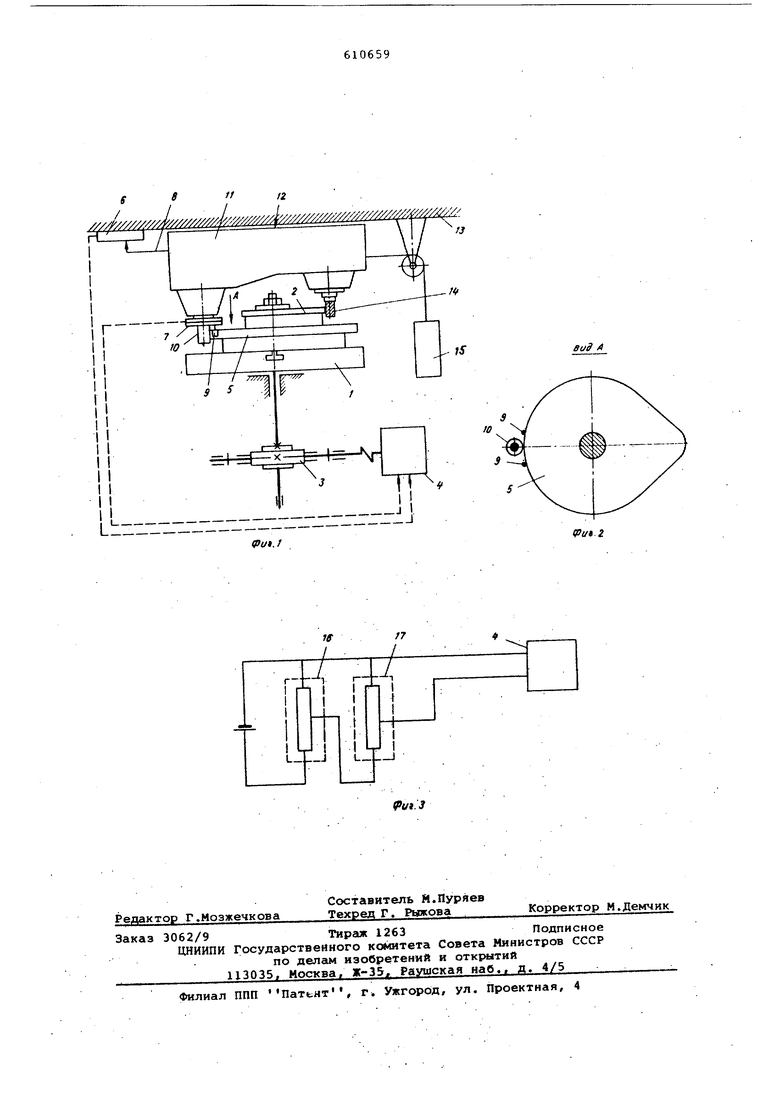
ФРЕЗЕРОВАНИЯ .ностью может быть достигнута с помощью устройств более простой конструкции, обеспечивающих стабилизацию реэультиру ,ющей подачи. С целью упрощения конструкции пред лагаемое устройство снабжено датчиком радиуса-вектора и датчиком крутизны профиля копира, выполненными в виде по тенциометров, включенных последователь но в цепь управления двигателем. На фиг. 1 схематически показано предлагаемое устройство; на фиг. 2 расположение щупов датчика крутизны профиля копира (вид А на фиг. 1); на фиг.З - функциональная схема соединения датчиков с двигателем стола. Стол 1 с закрепленной на нем заготовкой 2 обрабатываемой детали соедине кинематически через понижающую передачу 3, например червячный редуктор, с регулируемым двигателем 4. На столе, креме заготовки 2, закреплен формообра зующий копир 5, с которым кинематическ связаны датчик б радиуса-вектора и дат чик 7 крутизны профиля. Кроме того, с формообразующим копиром кинематически связаны щупы 8,9 и копирный ролик 10, установленный на обрабатывающей головке 11, снабженной направляющими 12, смонтированными на станине 13. На обрабатывающей головке 11 смонтирован .шпиндель с режущим инструментом 14, например концевой фрезой, а также прикреплен противовес 15. В качестве регулируемого двигателя может служить привод с магнитными усилителями, при этом датчик 6 радиуса-век тора и датчик 7 крутизны профиля выполняются в виде потенциометров 16, 17 подвижные контакты которых жестко соединены со щупами 8 и 9. Датчик радиуса вектора имеет линейную характеристику, т.е. величина напряжения его сигнала пропорциональна величине смещения щупа 8. Датчик крутизны профиля представ ляет собою потенциометр с косину сной обмоткой, т.е. величина напряжения его сигнала пропорциональна косинусу угла поворота щупов 9. Устройство работает следующим образом. Регулируемый двигатель 4 через понижающую передачу 3 вращает стол с заготовкой обрабатываемой детали. Обрабатывающая головка 11 перемещается под действием формообр.азующего копира 5 в направляющих 12. Копирный ролик 10 прижимается к формообразующему копиру 5 за счет замыкающего усилия, создаваемого противовесом 15. Формообразующий копир, вращаясь вместе со столом, перемещается относительно щупов 9 и поворачивает их вокруг оси копирного ролика 10. Щупы 9 воздействуют на потенциометр 16 датчика 7, через подвижный контакт которого запитан потенциометр 17 датчика 6. Щуп 8 датчика 6 перемещается при движении обрабатывающей головки 11. С подвижного контакта потенциометра 17 напряжение Подается на регулируемый двигатель. 4.Сопротивление датчиков меняется под воздействием формообразующего копира в зависимости от величины радиуса-веКтора и крутизны профиля. Ток, подаваемый на обмотку двигателя поворотного стола, протекает последовательно через оба датчика. Напряжение тока меняется в зависимости от изменения сопротивления датчиков.и, соответственно, изменяется частота вращения ротора регулируемого двигателя 4. При этом характеристика потенциометров может быть подобрана, например, так, что результирующая подача заготовки обрабатываемой детали относительно режущего инструмента практически постоянна. Наличие в описанном устройстве двух датчиков, реагирующих на изменение величин радиуса-вектора и крутизны профиля формообразующего копира, позволяет использовать информацию, заложенную в формообразующем копире, для управления угловой подачей стола. Формула изобретения Устройство для копировального фрезерования с переменной угловой подачей,, содержащее стол с регулируемым двигателем его поворота и формообразующий копир, отличающееся тем, что, с целью упрощения конструкции, устройство снабжено датчиком радиуса-вектора и датчиком крутизны профиля копира, выполненньми в виде потенцисметров, включенных последовательно в цепь управления двигателем. Источники информации, принятые во внимание при экспертизе: 1.Технология и автоматизация машиностроении. Сборник, 1973, 11, с. 51. 8П,2 //////////4 /////////// / ////if////////// Г biJSz;j : I- V j
(Pu 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Копировально-шлифовальный станок | 1986 |
|
SU1328175A1 |
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2118247C1 |
| Устройство для закалки криволинейных поверхностей | 1976 |
|
SU945205A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Копировально-фрезерный станок | 1979 |
|
SU776794A1 |
If
n
