бабка выполнена подвижной в трех взаимно перпендикулярных направлениях с помощью, например, гидравлического привода (на чер тежах не показан).
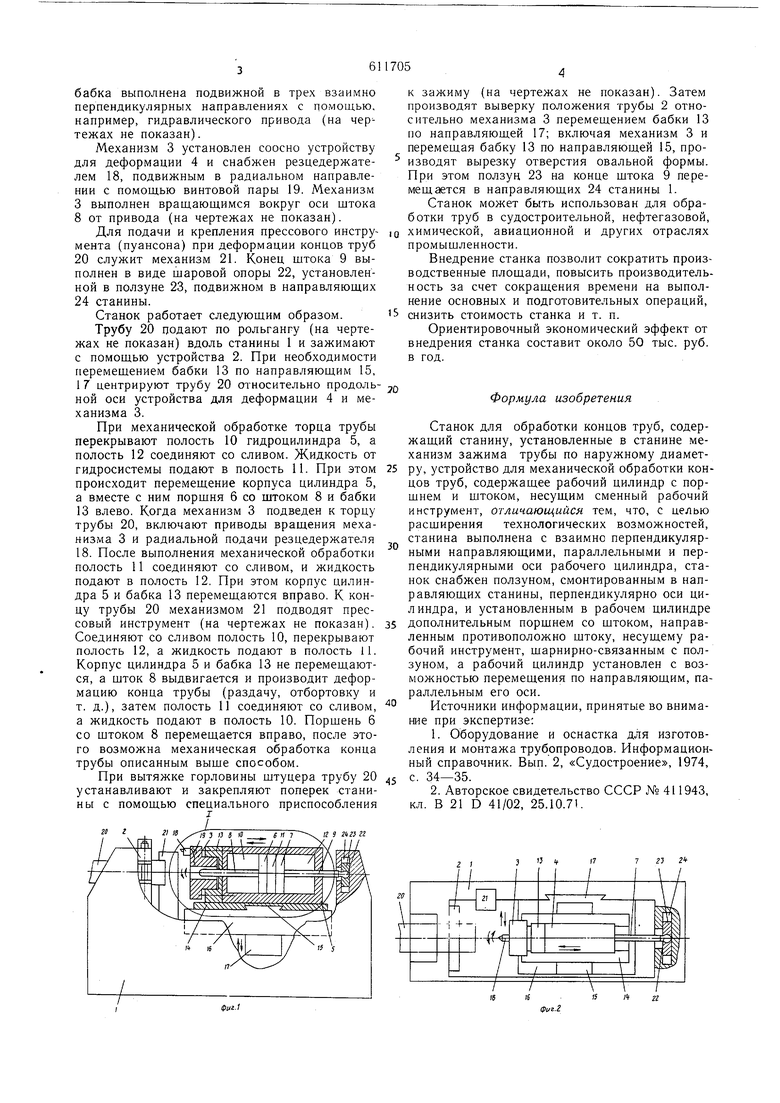
Механизм 3 установлен соосно устройству для деформации 4 и снабжен резцедержателем 18, подвижным в радиальном направлении с помощью винтовой пары 19. Механизм 3 выполнен вращающимся вокруг оси щтока 8 от привода (на чертежах не показан).
Для подачи и крепления прессового инструмента (пуансона) при деформации концов труб 20 служит механизм 21. Конец штока 9 выполнен в виде щаровой опоры 22, установленной в ползуне 23, подвижном в направляющих 24 станины.
Станок работает следующим образом.
Трубу 20 подают по рольгангу (на чертежах не показан) вдоль станины 1 и зажимают с помощью устройства 2. При необходимости перемещением бабки 13 по направляющим 15, I 7 центрируют трубу 20 относительно продольной оси устройства для деформации 4 и механизма 3.
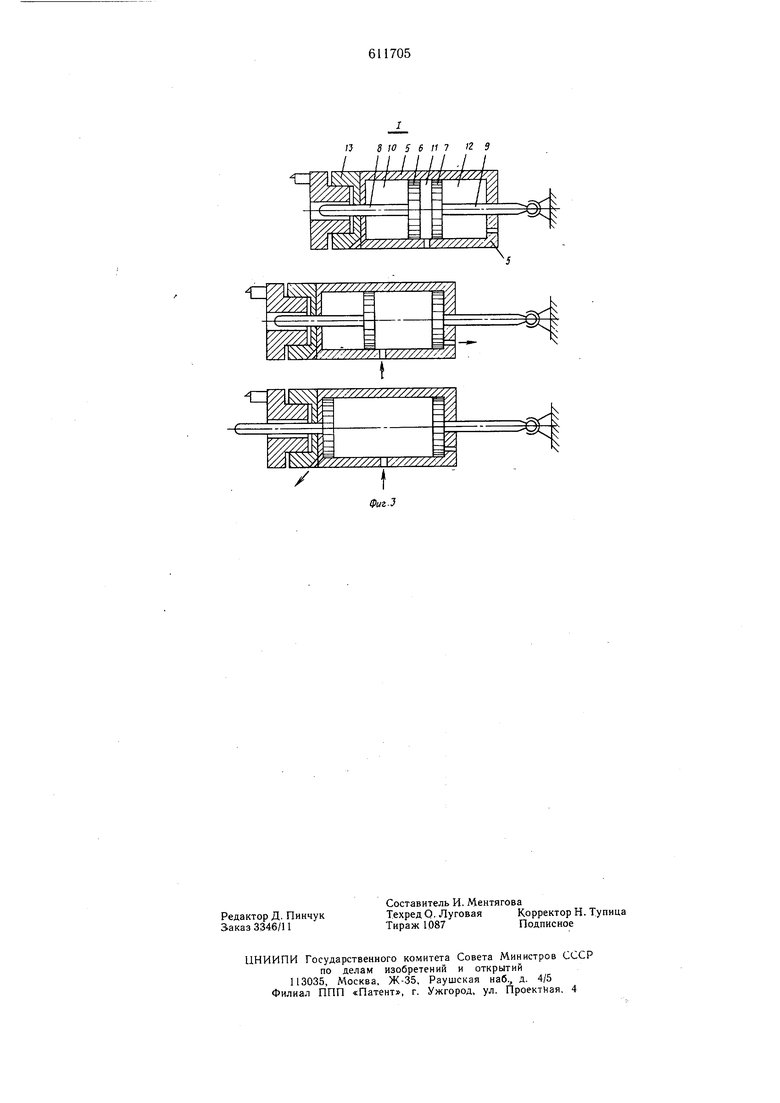
При механической обработке торца трубы перекрывают полость 10 гидроцилиндра 5, а полость 12 соединяют со сливом. Жидкость от гидросистемы подают в полость 11. При этом происходит перемещение корпуса цилиндра 5, а вместе с ним порщня 6 со штоком 8 и бабки 13 влево. Когда механизм 3 подведен к торцу трубы 20, включают приводы вращения механизма 3 и радиальной подачи резцедержателя 18. После выполнения механической обработки полость 11 соединяют со сливом, и жидкость подают в полость 12. При этом корпус цилиндра 5 и бабка 13 перемещаются вправо. К концу трубы 20 механизмом 21 подводят прессовый инструмент (на чертежах не показан). Соединяют со сливом полость 10, перекрывают полость 12, а жидкость подают в полость 11. Корпус цилиндра 5 и бабка 13 не перемещаются, а щток 8 выдвигается и производит деформацию конца трубы (раздачу, отбортовку и т. д.), затем полость 11 соединяют со сливом, а жидкость подают в полость 10. Порщень 6 со щтоком 8 перемещается вправо, после этого возможна механическая обработка конца трубы описанным выще способом.
При вытяжке горловины щтуцера трубу 20 устанавливают и закрепляют поперек станины с помощью специального приспособления
к зажиму (на чертежах не показан). Затем производят выверку положения трубы 2 относительно механизма 3 перемещением бабки 13 по направляющей 17; включая механизм 3 и перемещая бабку 13 по направляющей 15, производят вырезку отверстия овальной формы. При этом ползун 23 на конце щтока 9 перемещается в направляющих 24 станины 1.
Станок может быть использован для обработки труб в судостроительной, нефтегазовой,
химической, авиационной и других отраслях промыщленности.
Внедрение станка позволит сократить производственные площади, повысить производительность за счет сокращения времени на выполнение основных и подготовительных операций,
снизить стоимость станка и т. п.
Ориентировочный экономический эффект от внедрения станка составит около 50 тыс. руб. в год.
Формула изобретения
Станок для обработки концов труб, содержащий станину, установленные в станине механизм зажима трубы по наружному диаметру, устройство для механической обработки концов труб, содержащее рабочий цилиндр с порщнем и щтоком, несущим сменный рабочий инструмент, отличающийся тем, что, с целью расширения технологических возможностей, станина выполнена с взаимно перпендикулярными направляющими, параллельными и перпендикулярными оси рабочего цилиндра, станок снабжен ползуном, смонтированным в направляющих станины, перпендикулярно оси цилиндра, и установленным в рабочем цилиндре
дополнительным порщнем со щтоком, направленным противоположно щтоку, несущему рабочий инструмент, щарнирно-связанным с ползуном, а рабочий цилиндр установлен с возможностью перемещения по направляющим, параллельным его оси.
Источники информации, принятые во внимание при экспертизе:
1.Оборудование и оснастка для изготовления и монтажа трубопроводов. Информационный справочник. Вып. 2, «Судостроение, 1974,
с. 34-35.
2.Авторское свидетельство СССР № 411943, кл. В 21 D 41/02, 25.10.71. 13 If177 г; 1 If гг г
3 8 to S 6 t1 7 12 3
I II nil ;L
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| ИМПУЛЬСНОЕ УСТРОЙСТВО для БРИКЕТИРОВАНИЯ | 1972 |
|
SU349459A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Многопозиционный холодновысадочный автомат | 1977 |
|
SU733834A1 |
| Гидравлический пресс | 1981 |
|
SU1043035A1 |