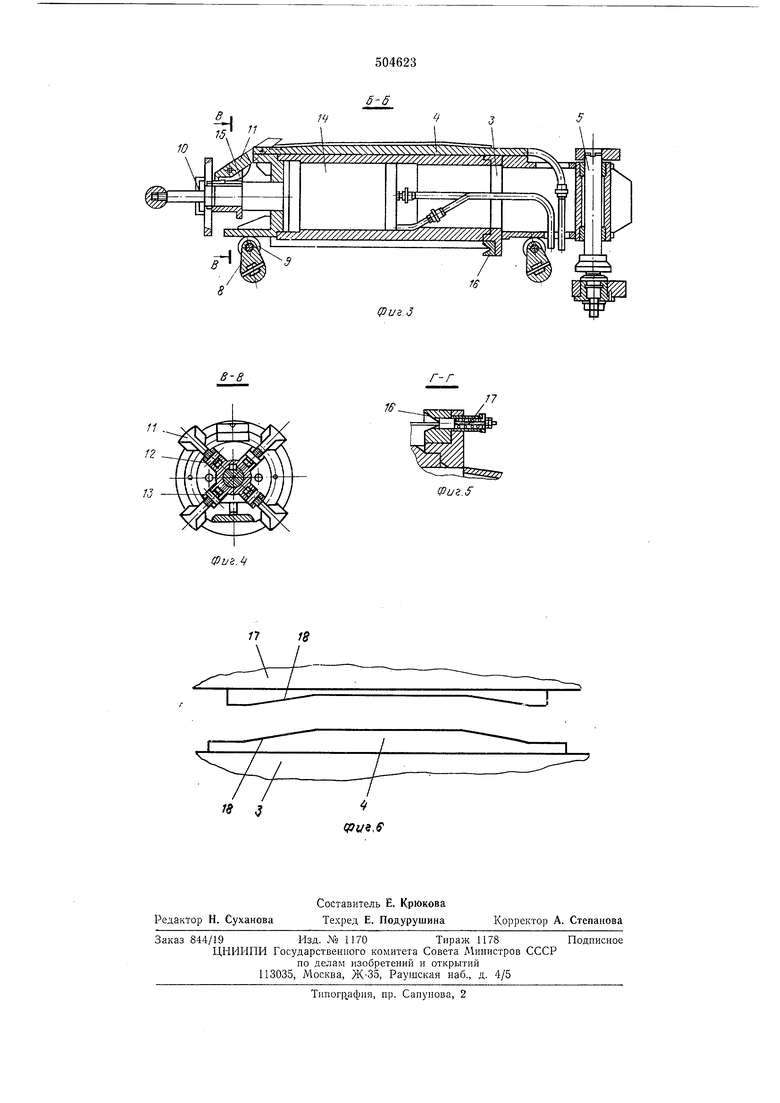
На консоли 3 со стороны ее свободного конца смонтировано унорное кольцо 10. Кроме того, .консоль оснащена двумя центрнрующнмц фиксаторами ноложения обечайки, один из которых установлен также со стороны свобедного конца консоли с возможностью продольного перемещения вдоль нее и выполнен в виде подпружиненных лепестков 11, посредством осей 12 и проушин 13, закренленныхна штоке пневмоцилиндра 14, установленного внутри пустотелой консоли.
Ленестки 11 выполнены с центрирующими прорезями, размеры которых соответствуют диаметру свариваемой обечайки. В пазу проушин 13 под лепестками 11 расположена плоская пружина 15.
Другой центрирующий фиксатор положения обечайки расположен со стороны закрепления консоли и выполнен в виде диска 16 с центрирующей канавкой, размер которой также соответствует размеру свариваемой обечайки. Центрирующий диск 16 оснащен толкателями 17.
На ненодвижной балке жестко закреплена рама-корыто 18, являющаяся снизу прижимной поверхностью, а сверху У-образным пазом-емкостью для флюса.
Работа зажимного приспособления осуществляется следующим образом.
Консоль 3 поворачивают в удобное для обслуживания положение. Включают пневмоцилиндр 14, вследствие чего шток его перемещается влево, а лепестки 11 складываются при взаимодействии их с упорным кольцом 10. На консоль надевают обечайку до соприкосновеиия ее с канавкой центрирующего диска 16, после чего в ппевмоцилиндр 14 подают сжатый воздух, и шток его, перемещаясь вправо, высвобождает лепестки 11, которые под действием пружины 15 раскрываются и своими центрирующими прорезями поджимают обечайку к формирующей подкладке 4 и выравнивают перекос кромок по торцам. Далее консоль поворачивают в рабочее положение и прижимными роликами 9 механизма прижима поджимают ее к прижимной поверхности неподвижной балки 2. При прижиме обечайки за счет выполнения прижимных поверхностей неподвижной балки и формирующей подкладки на концевых участках под острым углом к образующей обечайки обеспечивается подгибка ее кромок.
Правильность расположения кромок продольного шва проверяется визуально по следу электрода, после чего в корыто 18 засыпают флюс.
В формирующую подкладку 4 для интенсивного отбора тепла при сварке подают холодную воду.
Обечайка готова к сварке.
После сварки снимают консоли 3 обратным ходом штока пневмоцилиндра. Оставшийся флюс в корыте 18 при снятии поджима ссыпается в сито для дальнейщего использования.
Коисоль 3 поворачивают в удобное для обслуживания положение и по описанному методу складывают лепестки 11, синхронно которым срабатывают толкатели 17, после чего сваренная обечайка снимается, а с канавки формирующей подкладки 4 устрапяются остатки флюса и шлака.
После этого технологический процесс сборки обечайки под сварку повторяется.
Формула изобретения
Зажимное приспособление для сварки прямолинейных швов обечаек, содержащее смонтированные на станине неподвижную балку, поворотную консоль, устаповленную с возможностью вертикального перемещения и оснащенную формирующей подкладкой, а также механизм прижима консоли к неподвижной балке, отличающееся тем, что, с целью повышения производительности и качества сварки, консоль оснашена упорным кольцом, смонтированным на ее свободном конце, и двумя центрирующими фиксаторами положения обечайки, один из которых, установленный также со стороны свободного конца консоли с возможностью продольного перемещения вдоль нее, выполнен в виде подпружиненных и взаимодействующих с упомянутым упорным кольцом лепестков с центрирующими прорезями, а другой жестко закреплен на противоположиом конце консоли и выполнен в виде диска с центрирующей канавкой, при этом прижимные поверхности неподвижной балки и формирующей подкладки на концевых участках расположены под острым углом к образующей обечайки.
ЖЖ) ////У//////////////////////////////
/7/////////.
(puz.d

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Устройство для сварки продольных швов обечаек | 1973 |
|
SU475240A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |

iPus.f
