(54) СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ
12 ПАНТОГРАФА
отоб|раже№ия, установочные углы ф и v выбирают из соотношений:
М + 1
а М + 1. jb
2Ж1
arc cos
;.,
ж+j
а
arc cos /7
О
где а и b - длины сторон .профиля прямоугольного шаблона;
/1 и /2 - длины соответственно ведущего и ведомого звеньев пантографа;
М - «оминалыный масштаб копм рования.
О погрешности Д/ судят по отклонению длины стороны, являющейся отображением стороны профиля прямоугольного шаблона, составляющей с ведущим звеном угол 90°--у, а о погрешности An-ло отклонению угла между сторонами контура отО|бражения.
В качестве контурного шаблона с прямоугольным профилем может -быть Использовал шаблон с дрямаутольньш пилообразным профилем.
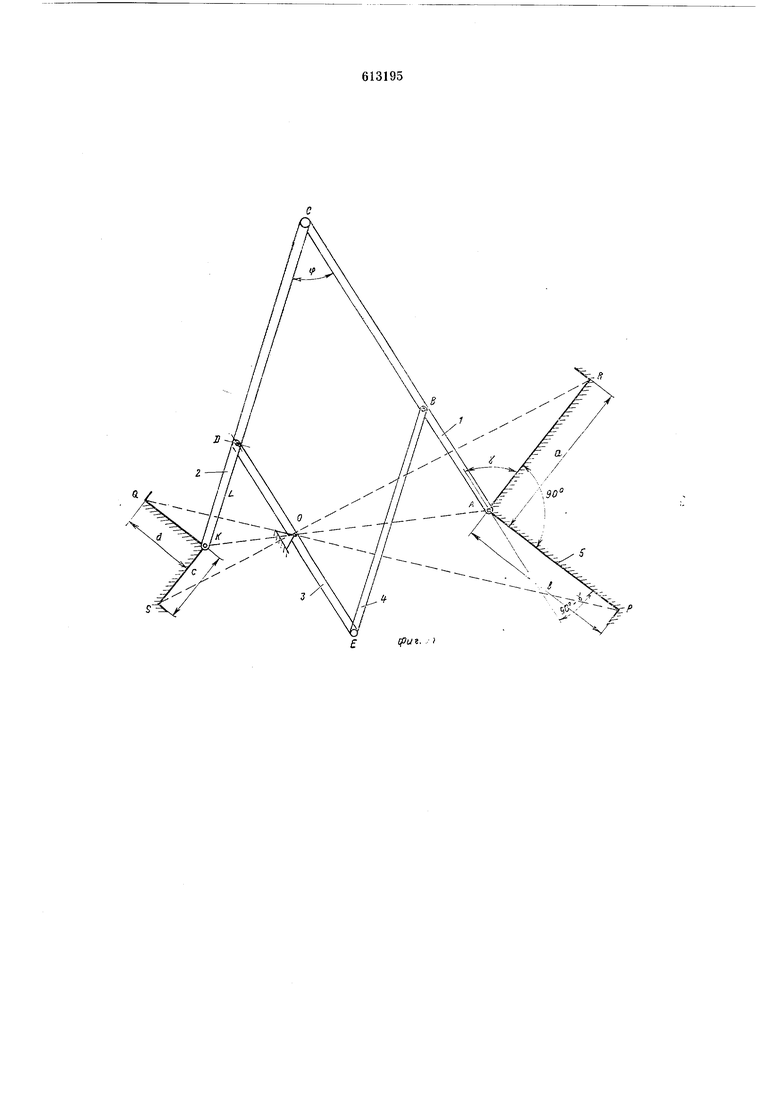
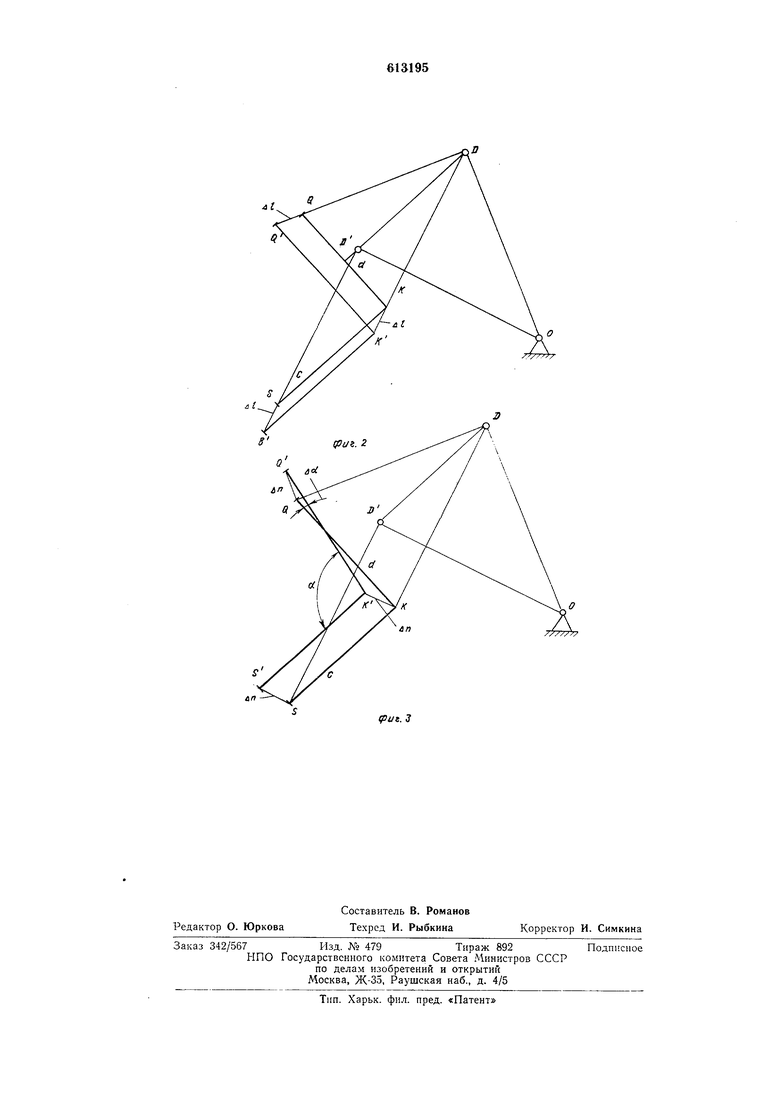
На ф,и.г. 1 схематически изображен иантоцраф дри взаимодействии последнего с контурным шаблоном; на фит. 2 - схема возникновения искажений профиля отображения (ПрИ 1нал,ичии погрешности А/; на фиг. 3 - то 1же, при .наличии -погрешности А/г.
Реализация способа опре(деления погрешности пантопрафа заключается в следующем.
iHa предметотый стол устройства для масштабного .копирования, содержащего лантопраф с ведущим звеном /, ведомым звеном 2, ш,арнирно соединенными между собой -в точке С, два вспомогательных звена 3 и 4, шарнир.но (динен1ные между собой в точке Е, а со звеньями / и 2 соответственно в точках В н D с образованием рычажноншарнирното п-араллело.ррамма BCDE, шар.нирво связанную со вспомогательным звеном 8 неподвижную (опорную) точку О, а также в едущую точку А, расположенную на ведущем звене 1, и ведомую точку к, расположенную на ведомом звене 2, устанавливают контурный щаблан 5 прямоугольного -пилообразного профиля со сторонами а и Ь.
Взаимное расположение пантографа и шаблона выбирают таким, что. при совмещении ведущей точки Л пантографа с верш,иной угла нрямоугольного Еилообразного контура угол ф между ведущим и ведомым звеньямипантографа и угол у между Ведущим звеном и стороной а нрямоугольного пилообраз.ного профил.я соответственно составляют:
а Л4 + Ib М +- 1
ср arc cos я-,7 -,arc sin ,/,
2M
2M
a
Т arc cos
2Ж i
Затем обходят контурный шаблон 5 прямоугольного пилообразного профиля и ведомой точкой /С вычерчивают отображение этого лрофиля так, что сторона С является отображением стороны а, а сторона d - стороны Ь. Номинальный мзоштаб М копирования 5 онределяется отношением отрезков О А и ОК .
М О
07Г
и должен быть установлен до начала испытаний.
Измеряют отклонение Ас длины стороны d вычерченного контура, являющейся отображением стороны Ь исходното, и отклонение Асе угла между сторонами вычерченного контура от прямого, причем за угол между сто,ронам.и принимают угол между прямыми QK и SK, где точка Q является отображением вершины Р .прямоугольного (Пилообразного Профиля, а точ.ка S - отобрах ением вершины R.
По измеренным отклонениям находят перБич.иые погрещности А/ и Ал пантографа по фopмyлaJм:
A/ .M.L;
А« LAa,
где L - номинальная длина отрезка Df( ведомого звена.
Удлинение АС сторолы С, являющейся отображением староны а исходного нрямоугольного пилообразного профиля не зависит
от пфвичных ногрещностей А/ и Ал ,и может быть использовано для контроля полученных, результатов или определения других погрешностей пантографа.
Указаеные выше соотношения пояснены
чертежами, на фиг. 2 и фиг. 3, где изображены положения участков ведомого DK и вспомогательного OD звеньев при обходе примоугольного пилообразного профиля, а та.кже вычерченный контур отображения. Благодаря
выбору исходных нараметроз ф и у при движении ведущей точки Л вдоль стороны АР .начальное и конечное полож.ения точки D совпа|.:ают, а при .движении вдоль стороны AR - лежат на пряадой DD, перпендикулярной « стороне АР нрямоугольно.го пилообраз(ного профиля. Кроме того, при отсутствии погрешностей пантографа точка Q симметрична ТОЧКЕК относительно прямой JDD.
При наличии погрешности А/ (см. фиг. 2) дл.ина стороны С -яе изменяется, поскольку отрезок KS вследствие наличия упомянутой погрешности перемещается параллельно самому себе. Угол между сторонами сие также не изменяется, а сторона d у.дли1няется пропорционально величине А/ и углу KDQ поворота гведомого звена 2 (DK,).
При наличии погрешности An (см. фиг. 3) неизменной останется длина староны Сив лервам приближении стороны d, зато угол
между сторонам.и сие изменяется пронорцио«ально величлн.е Ал, что и положено в основу предложенного способа.
Простота измерения па|рамегров Ad и Да, а также независимое апре(делен:ие первичных погрешлостей, каждого лишь по одному из измеренных .параметров, определяют производительность и точность предложенного способа.
Прямоугольный пилообразный .профиль ш аблона позволяет обеопечить точное выполнение пе|ремещений а к b в-едущей точки А, не прибегая к дополнительным измерениям.
Формула изобретения
1. iGnocoi6 оп|рвделенля погрешностей пантолрафа, выполненного в виде рычажно-ша-рНирного механизма, состоящего из шар.нирно соединенных ведущего и ведо1мого звенье1в, двух вспомогательных звеньев, шарнирно соединенных между собой и ша|р,нирпо присоединенных к раиее упомянутым ведущему и ведОлМО|Му звеньям с образованием шарнирного параллелограмма, -неподвижной (опорной) точки, лежащей на вспомогательном звене П(ротиволежащем ведущем.у, а также ведущей и ведо1мой точек, лежащих соответственио .на ведущем и ведомом звеньях, с помощью конту|рного шаблона с прямоугольным профилем, заключающийся в том, что устанавливают между ведущим и ведомым звеньями угол ф, устанавливают -контурный шаблон так, что вершина п.рямого угла совпадает с ведущей точкой п-антографа, а одна из сторон прямоугольного профиля составляет с ведущим звеном угол -у, обходят ведущей точкой контурный щаблоя и вычерчивают при этом отображение исходного контура, измеряют размерные па.ра.метры вычерченного KOHTyipa, в то,м числе угол между сторонами вычерченного контура, после чего вычисляют иско.мые погрешности пантографа, отличающийся тем, что, с целью повышения производительности и точности определения составляющих смещения ведомой точки В|Доль (А/) и поперек (.АЯ) ведомого звена, в качестве второго контролируемого параметра используют отклонение длины стороны контура ото,б|ражения, угол меж,ду сторонами контура отображения о.пределяют как угол между прямыми, проведенными через крайние точки контура отображения, установочные углы ф и выбирают из соотношений:
b М + ;
м: + 1
а
-arcsin 2arc cos -,
2М
;,
/,
Ж+ 1
а
Y arc cos /1
2М
где а и b - длины сторон профиля прямоугольного шаблона; /i и /2 - длины соответственно ведущего и ведомого звеньев пантографа; М - но.минальный масштаб кодирования, о погрешности А/ судят по отклонению длины cTOipOHbi .профиля прямоугольного шабvTOHa, составляющей с ведущим звеном угол 90° - Y, а о погр.ешности An - по отклонению угла между сторонами контура о;таб(ражения. 2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что в качестве контурного шаблона с прямоугольным профилем используют шаблон с прямоугольным пилообразным профилем.
Источни км информации, принятые во внимание при экспертизе:
1.«Станки и инструмент, 1963 г., № 12, стр. 14-16.
2.Авторское свидетельство СССР № 368991, кл. G 01 В 5/16, 1969 г. (прототип). григ,. ;
iput. 3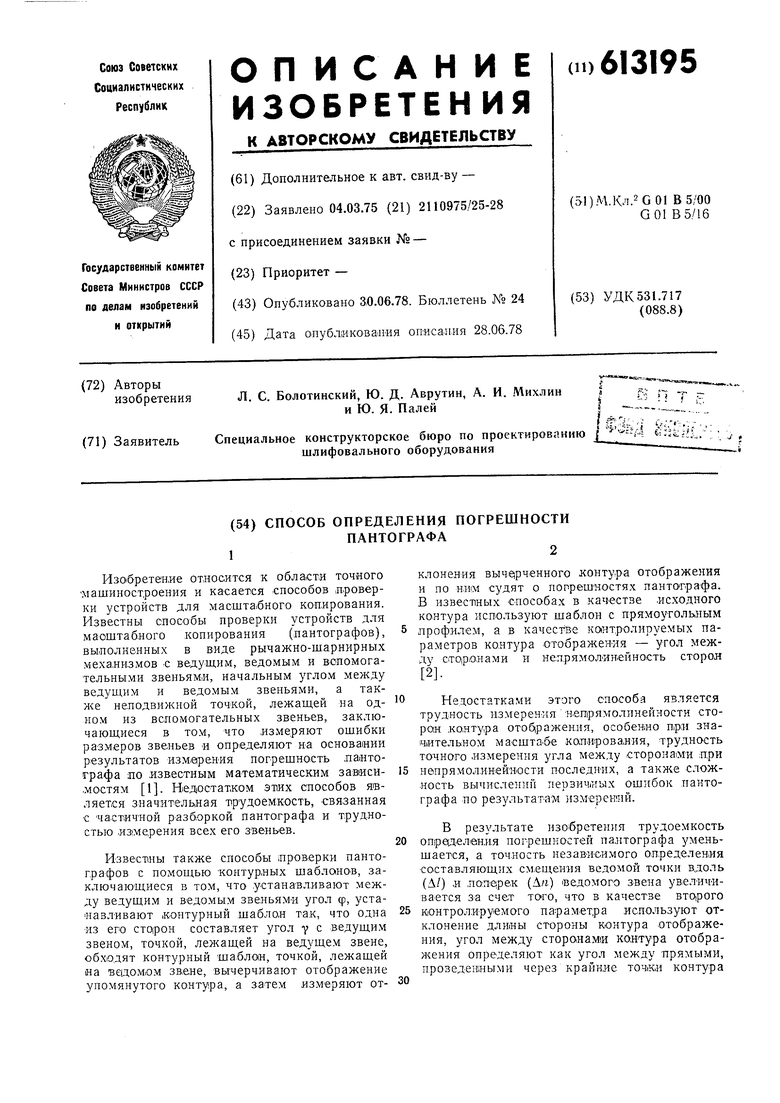
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ ПАНТОГРАФА | 1973 |
|
SU368991A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ТИПА ПАНТОГРАФА ДЛЯ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 1934 |
|
SU40129A1 |
| Устройство для преобразования движений | 1991 |
|
SU1784474A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ | 2001 |
|
RU2230632C2 |
| Зубчатая передача с регулируемым передаточным числом | 1979 |
|
SU887836A1 |
| Цепная передача | 1990 |
|
SU1728556A1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ ДВИЖЕНИЯ ВЕДОМОГО ЗВЕНА КУЛАЧКОВОГО МЕХАНИЗМА | 1990 |
|
RU2020334C1 |
| ОБЛИЦОВОЧНЫЙ МАНИПУЛЯТОР | 1990 |
|
RU2023582C1 |
| МНОГОРЕЗАКОВАЯ ШАРНИРНАЯ ГАЗОРЕЖУЩАЯ МАШИНА | 1973 |
|
SU377217A1 |
| Способ электроэрозионного изго-ТОВлЕНия пАзОВ | 1979 |
|
SU829387A1 |